螺距與導程:最常混淆的兩個基礎參數
在設定螺紋程式或選用刀具之前,必須釐清兩個定義相近、實際意義截然不同的參數。
螺距(Pitch)
螺紋上相鄰兩牙之間的軸向距離,以 P 表示,單位通常為毫米。圖面上最常標注的規格,也是選用刀片與設定程式的直接依據。
導程(Lead)
螺紋旋轉整整一圈後,螺帽或螺栓在軸向上實際移動的距離。單線螺紋中,導程等於螺距;多線螺紋中,兩者明顯不同。
單線(n=1):L = P
雙線(n=2):L = 2P
多線螺紋常見於需要快速位移的機構,例如相機鏡頭調焦環、瓶蓋,以及工具機的滾珠螺桿,透過增加線數提升每圈位移量而不需縮小螺距。
單線螺紋:導程 = 螺距,直接填入螺距值即可。
多線螺紋:需填入螺距 × 線數,並配合起刀相位偏移(Indexing)分次切削。
以雙線螺紋 M20×P2.0 為例:F 值應輸入 4.0mm(2.0 × 2),同時透過 Q 指令或相位偏移設定兩次起刀位置(0° 與 180°),才能正確切出雙線牙型。若僅加大 F 值而未處理起刀相位,切出的將是單條螺旋槽而非雙線螺紋,是多線螺紋程式設定中最常見的錯誤。
公制粗牙(Metric Coarse)常用規格表
| 公稱直徑(D) | 標準螺距(P) | 建議底孔直徑 |
|---|---|---|
| M3 | 0.5 mm | 2.5 mm |
| M4 | 0.7 mm | 3.3 mm |
| M5 | 0.8 mm | 4.2 mm |
| M6 | 1.0 mm | 5.0 mm |
| M8 | 1.25 mm | 6.8 mm |
| M10 | 1.5 mm | 8.5 mm |
| M12 | 1.75 mm | 10.3 mm |
技術說明:表中底孔直徑為常用近似估算值(底孔 ≈ D − P),適用於一般碳鋼材質的標準攻牙。實際加工時應依材質微調:不鏽鋼與鈦合金因加工硬化現象,底孔可略大 0.05~0.1mm;銅、鋁等軟性材料則可略小,以確保牙型飽滿度。精確值建議參照 ISO 965 公差標準,或所使用刀具品牌提供之攻牙底孔對照表——業界實務中,後者往往更直接實用。
螺紋牙型分類:選錯就報廢
螺紋牙型直接決定零件的配合方式、承載能力與使用環境。CNC 加工現場常見的牙型各有其設計邏輯,選型前必須先確認應用場合。
應用最廣的緊固螺紋標準,適用於機械結構件、模具、設備本體的所有一般緊固場合。圖面標注最常見,選型首選。
BSPP(平行牙)本身不具密封功能,靠 O 型環或墊片密封;需管路本身密封時應選 R 牙(BSPT,錐形管螺紋)。常見於液壓、氣壓配管接頭。
靠錐度干涉形成金屬密封,常用於北美規格氣體與液體管路。實務上仍建議配合 PTFE 止洩帶或密封膠使用以確保長期氣密。加工時須留意錐度起始點設定。
大接觸面積設計承受高軸向推力,常見於工具機導螺桿、夾具調整螺桿、壓力機傳動機構。牙型較寬,對機台剛性與刀片品質要求較高。
一側近乎垂直、另一側傾斜,專為承受單方向巨大推力設計。常見於砲管、壓力容器端蓋、螺旋壓力機。加工難度高,圖面確認尤為重要。
一般緊固 → M 牙
管路連接 → G / R(BSPT)
北美管路密封 → NPT
高推力傳動 → 梯形牙
單向極端推力 → 鋸齒牙
CNC 螺紋車削:多刀次切入策略
螺紋車削通常需要分多刀切削——螺紋刀片的有效切削角度窄,一次切入全深會造成刀具過載與振動。切入方式的選擇直接影響刀具壽命、表面粗糙度與牙型精度。
刀具從正面垂直切入,雙側刃同時受力,切屑呈 V 型向兩側排出。切削力較大、刀刃熱量集中,程式設計最為直觀簡單。
刀具沿牙型一側斜向切入,每次只有單側刃受力,切屑單向排出,切削溫度低,刀具壽命顯著延長。現代 CNC 系統建議優先選用此方式,可透過 G76 循環參數設定。
每刀交替從左側、右側斜向切入,雙側刃磨耗均勻,最大化刀片使用壽命。通常需手動編寫程式或透過 CAM 軟體計算路徑;部分高階控制器提供內建選項。
切削速度(Vc)參考範圍
| 工件材質 | 建議切削速度 Vc | 備註 |
|---|---|---|
| 一般碳鋼(S45C) | 80~120 m/min | 可乾切或少量切削油 |
| 不鏽鋼(SUS304) | 40~70 m/min | 必須充足冷卻,防加工硬化 |
| 鋁合金(A6061) | 150~250 m/min | 高速切削,確保排屑順暢 |
| 鈦合金(Ti-6Al-4V) | 20~40 m/min | 低速大冷卻,刀具磨耗快 |
以上為硬質合金(Carbide)刀片的通用參考範圍,實際值依刀片品牌、塗層與工件硬度而異。值得注意的是,螺紋加工因刀刃連續切入牙槽、熱量更為集中,建議在一般車削速度基礎上再降低 20~30%。主軸轉速換算:n(RPM)= 1000 × Vc ÷(π × D)。
冷卻液的重要性
螺紋加工的刀刃連續切入牙槽,散熱條件遠比一般外徑車削困難。建議使用水溶性切削液(濃度 8~12%),噴嘴須對準切削點而非僅噴工件表面。細牙(P ≤ 1.0mm)的牙槽深度有限,油霧式冷卻能更有效滲入槽底,效果尤佳。
攻牙技術:剛性攻牙與浮動攻牙的選擇
攻牙以專用絲攻旋入預鑽孔直接生成內螺紋,速度快、設備需求低,是批量生產小直徑內螺紋的主流方法。選擇正確的攻牙方式,是穩定品質與避免斷刀的關鍵。
剛性攻牙(Rigid Tapping)
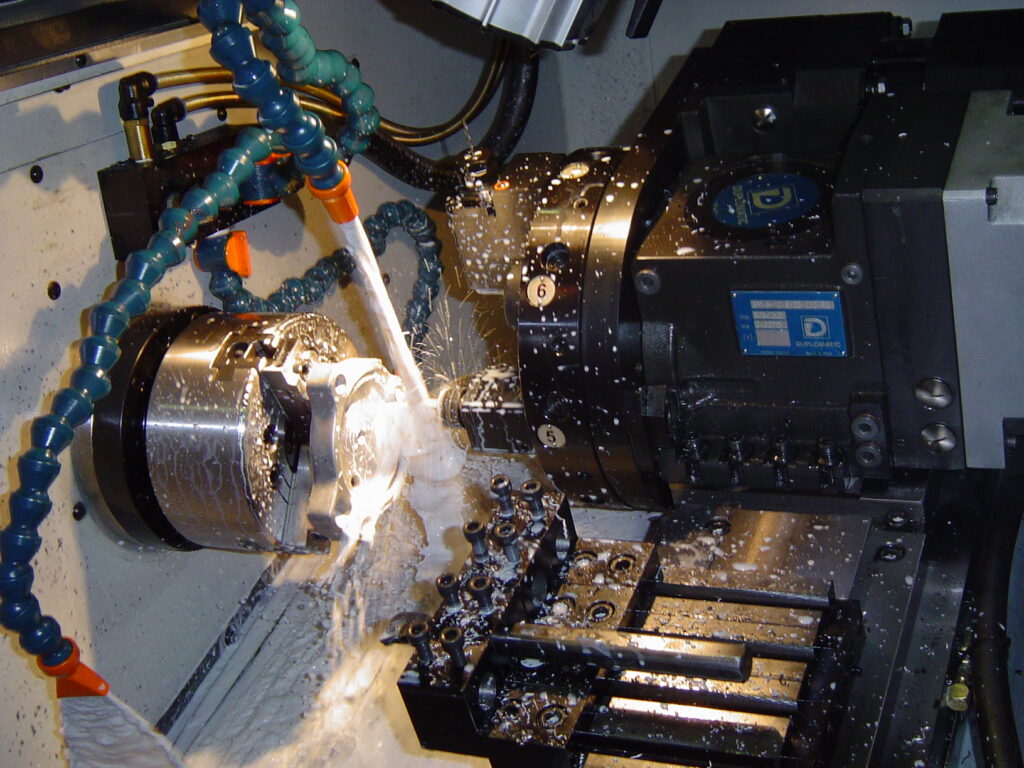
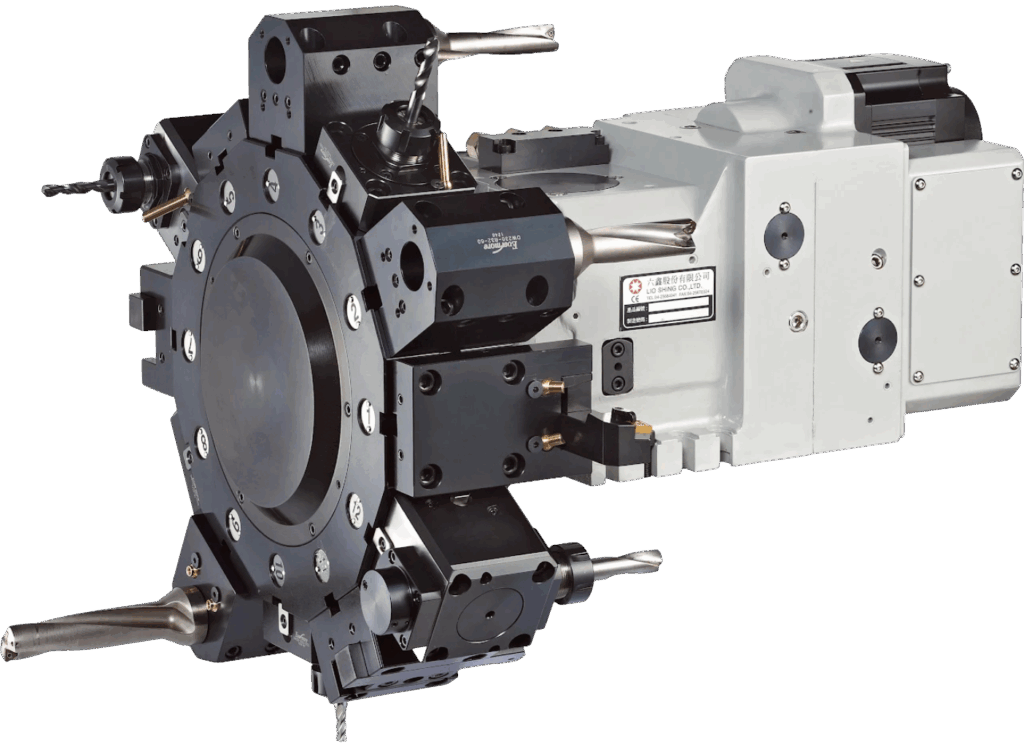
由 CNC 控制器精確同步主軸旋轉與 Z 軸進給,攻牙深度精確、效率高,是現代加工中心與 AEGIS CNC 動力刀塔機型的標準攻牙方式。
實現剛性攻牙的前提:主軸需具備高解析編碼器回授,且控制器支援剛性攻牙模式。以 FANUC 系統為例,通常以 G84 配合 M29 指令啟用;不同控制器(FANUC、Siemens、Mitsubishi)的指令格式略有差異,應參照各系統程式手冊確認。
浮動攻牙(Floating Tapping)
透過帶有軸向緩衝彈簧的浮動攻牙夾頭,允許絲攻在小範圍內自由調整進退位置,補償主軸同步誤差。適用於舊型設備、鑽孔攻牙機,或主軸剛性不足的場合。
深度重複精度約 ±0.1~0.5mm(視夾頭設備精度而定),不適合盲孔深度要求嚴格的場合;通孔大量生產則完全可接受。
攻牙方式選用建議
| 加工條件 | 剛性攻牙 | 浮動攻牙 |
|---|---|---|
| CNC 加工中心,控制器支援剛性攻牙 | ✔ 首選 | — |
| 盲孔,深度公差 ±0.3mm 以內 | ✔ 必選 | — |
| 舊型鑽孔攻牙機 / 通孔大量生產 | — | ✔ 可接受 |
| 易斷絲攻材料(鈦合金 / 薄板不鏽鋼) | — | ✔ 緩衝保護 |