核心觀念 — Core Principle
沒有最好的機器,只有最適合的機器。買錯機器,比買貴的機器更浪費——錯誤的選擇不僅讓昂貴的功能閒置,還會帶來換機、治具重製、人力損耗等一連串隱形成本。選機的起點,永遠是你的工件。
1
工件身材
2
加工工序
3
生產數量
4
整體效益
1
先看工件「身材」——形狀決定機型
選機的第一步,先看你的工件是什麼形狀、多大、多重。工件的基本特徵幾乎直接決定了應該使用哪一類機台:
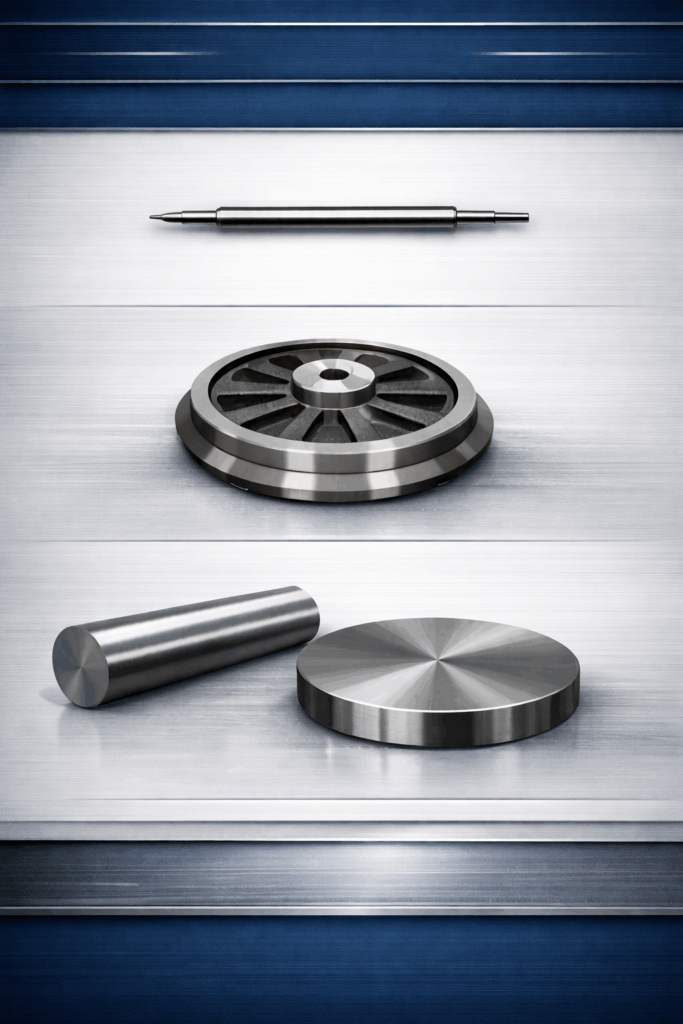
細長精密件
長徑比 L/D 大於 3 的細長棒材
推薦:走心式車床(Swiss Type)
導套緊貼切削點,振動幾乎為零,是細長精密件的唯一正解。
導套緊貼切削點,振動幾乎為零,是細長精密件的唯一正解。
大型重型件
大直徑圓盤、重型法蘭、環形件
推薦:立式車床(Vertical Lathe)
重力直接支撐工件,夾持穩定,真圓度高,臥式難以取代。
重力直接支撐工件,夾持穩定,真圓度高,臥式難以取代。
一般圓棒圓盤
中小型圓棒、管件、盤類工件
推薦:標準臥式車床(Horizontal Lathe)
最通用的選擇,適合 90% 的一般金屬加工需求。
最通用的選擇,適合 90% 的一般金屬加工需求。
2
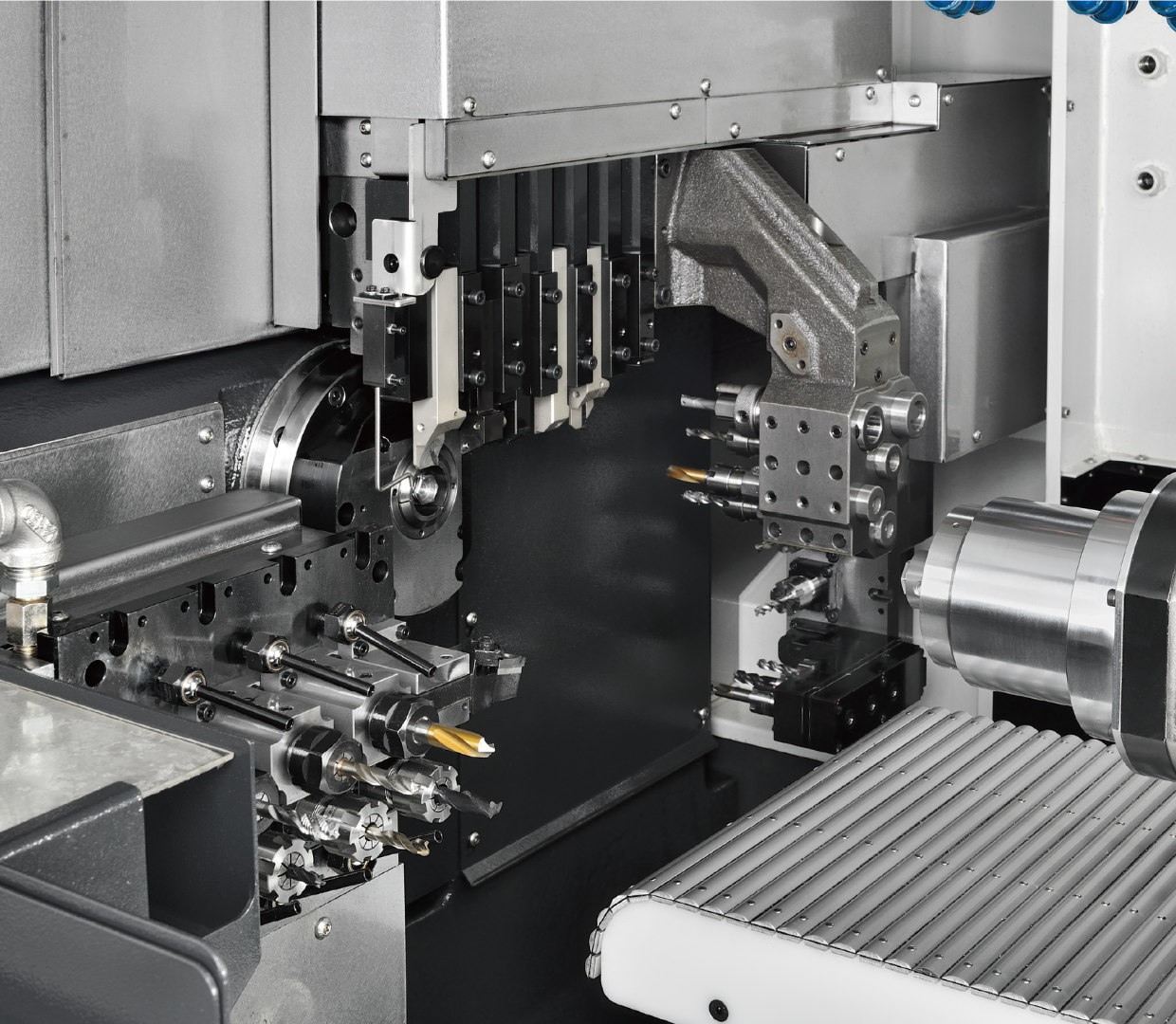
再看加工工序——功能決定配置
確認了機型大方向後,下一步是看你的工件需要哪些加工工序。工序複雜度直接影響機台的軸數與功能配置:
基本車削
只需車外徑、端面、車螺紋
推薦:2 軸車床(X、Z 軸)
最經濟實惠的 CP 值首選。工序單純,不需要側面鑽孔功能。
最經濟實惠的 CP 值首選。工序單純,不需要側面鑽孔功能。
複合工序
需要在側面鑽孔、攻牙、銑平面
推薦:動力刀塔車床(含 C 軸)
刀座主動旋轉,配合 C 軸分度,完成基本複合加工,一機多工。
刀座主動旋轉,配合 C 軸分度,完成基本複合加工,一機多工。
高階複合
需要偏心孔、鍵槽、複雜曲面
推薦:Y 軸車床
Y 軸允許刀具垂直移動,能解決 C 軸做不到的高難度銑削加工。
Y 軸允許刀具垂直移動,能解決 C 軸做不到的高難度銑削加工。
3
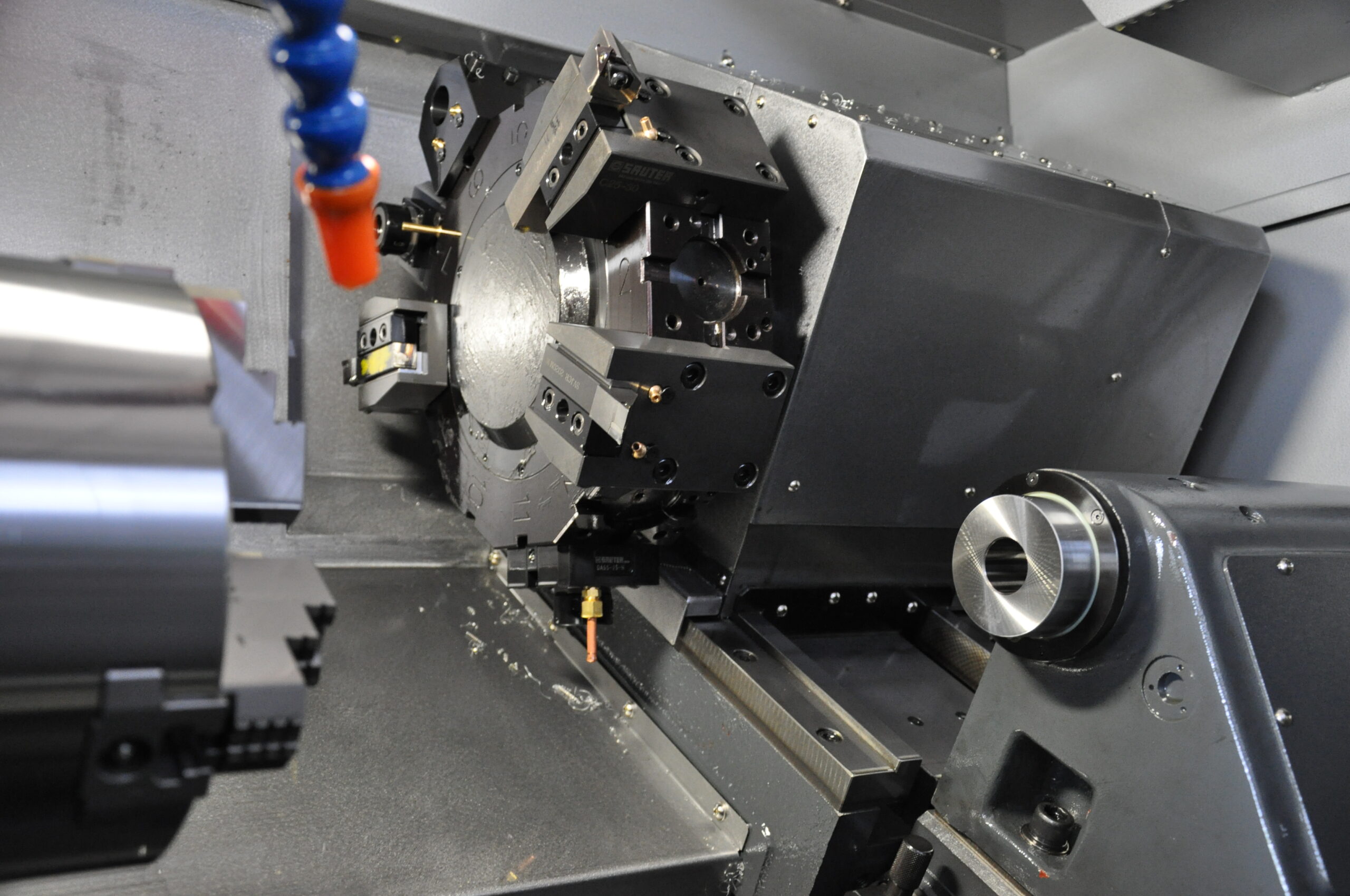
評估生產數量——產量決定架構
同一個工件,不同的生產量需求,適合的機台架構截然不同。生產力結構的規劃,往往比單台機器的選擇更重要:

少量多樣
多品項、小批量、樣品開發
推薦:單主軸車床
換線快速,程式編寫與刀具校正容易,適合代工廠或打樣需求。
換線快速,程式編寫與刀具校正容易,適合代工廠或打樣需求。
正背面加工
工件正面與背面都需要加工
推薦:雙主軸車床
背主軸自動接料,完成正面後立即加工背面,省去人工翻面,大幅提升效率。
背主軸自動接料,完成正面後立即加工背面,省去人工翻面,大幅提升效率。
大量生產
固定品項、需求量大、搭配自動化
推薦:雙主軸雙刀塔車床
上下兩刀塔同時切削,加工時間直接減半,最適合搭配自動化設備量產。
上下兩刀塔同時切削,加工時間直接減半,最適合搭配自動化設備量產。
4
計算整體效益——隱形成本才是關鍵
許多人選機時只看機器本身的售價,卻忽略了更大的隱形成本。買錯機器,才是最昂貴的浪費。
選機不是一次性買賣,是長期生產力投資
一台適合的機器讓生產效能如虎添翼;一台錯誤的機器,卻可能成為產線上的不定時炸彈
以下是選錯機器時,經常被忽略的隱形成本:
製程轉移人力成本工件需要在不同機器間移動,每次搬運都是額外的人力與時間支出
治具重製成本換機加工需要重新製作夾持治具,一套治具少則數千、多則數萬
累積公差導致報廢多次裝夾造成定位誤差累積,不良率上升,成品報廢損耗遠超機器差價
故障停機損失功能過剩的複雜機台,維護成本高、停機頻率高,輕則零件更換,重則延誤交期損及商譽
選機不是單純的設備採購,而是一項長期生產力投資。每一次選擇,都在決定你的產線是往前走還是原地踏步。
AEGIS CNC 的願景,是讓我們的專業技術成為每一位機器使用者最堅強的後盾。面對臥式、立式、走心、車銑複合等琳瑯滿目的規格,你不必獨自判斷——我們根據你的實際圖面,客觀協助規劃最適合的解決方案。