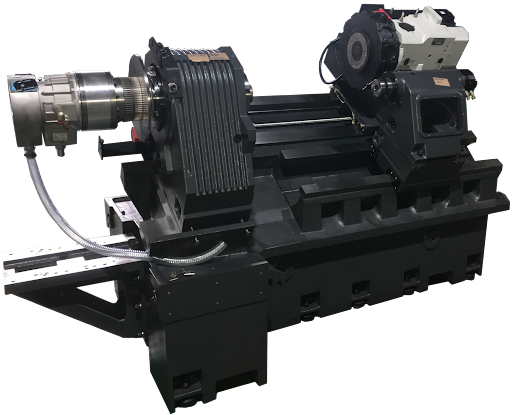
核心定義 — Core Definition
刀塔是安裝在 CNC 車床滑座上的多邊形迴轉換刀裝置。如果說主軸是車床的「心臟」,刀塔就是車床的許多雙「手」——它負責攜帶所有加工所需的刀具,並在零點幾秒內完成自動切換。選對刀塔型式,加工效率與產品品質都將大幅提升。
刀塔的基本定義與作用
在傳統車床上,技術人員換一把刀可能要花好幾分鐘;而在 CNC 車床上,刀塔負責一次攜帶所有需要的「武器」(車刀、鑽頭、搪孔刀),並在程式指令下零點幾秒內完成切換。
刀塔的結構:常見為 8、10、12 或 16 邊形的迴轉裝置,每一個面稱為一個「刀位(Station)」,可安裝不同的刀座或刀具。透過程式指令(如 T0101),刀塔自動旋轉,將指定刀具對準工件準備加工。
換刀時間:幾分鐘 → 零點幾秒
這就是 CNC 刀塔帶來的核心生產效益——加工等待時間趨近於零
刀位數的選擇通常根據工件最複雜工序所需的刀具種類而定,建議預留 2~3 個備用刀位,詳細配置可與 AEGIS 技術團隊討論。
三種刀塔類型全解析
根據驅動方式與功能的不同,CNC 車床的刀塔主要分為以下三種。了解它們的差異,是選購機器的第一步。
Type 01
油壓刀塔
Hydraulic Turret
傳統且強壯
早期的主流設計。利用油壓缸的推力鬆開鎖定機構(齒盤),透過油壓馬達或機械凸輪結構旋轉換刀,再以油壓鎖緊。
- 結構簡單,夾持鎖定力強,剛性不錯
- 零件成熟,故障排查較容易
- 換刀速度較慢(通常需 1 秒以上)
- 液壓油溫影響穩定性,長期使用有漏油風險
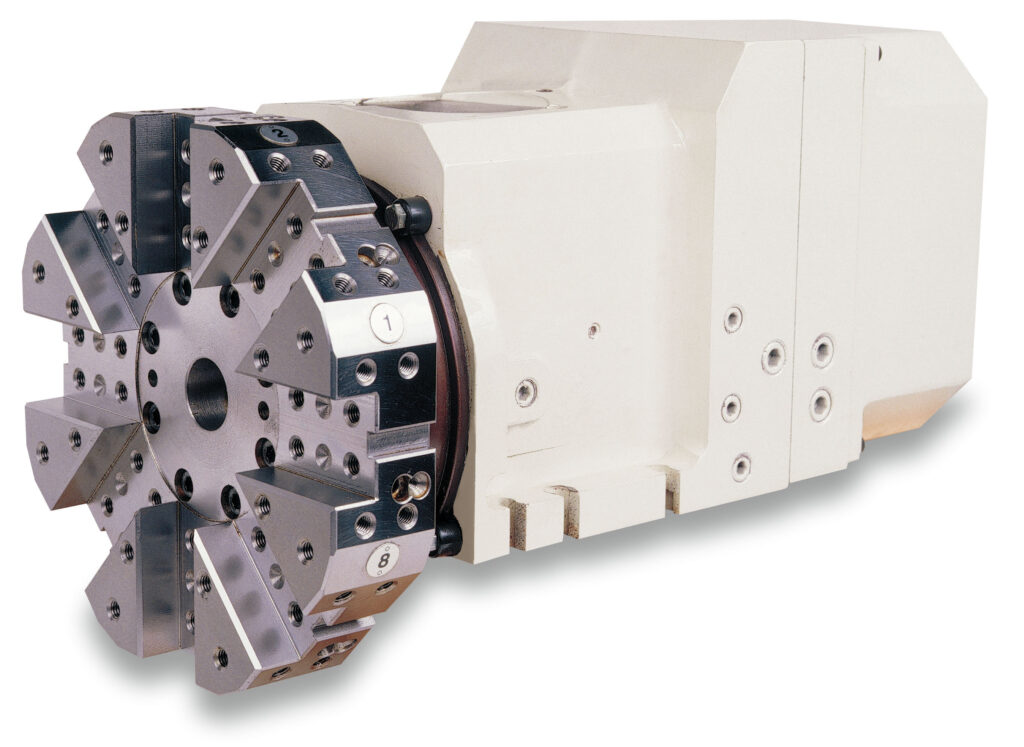
Type 02
伺服刀塔
Servo Turret
現代標準配備
目前 CNC 車床的市場主流。直接由一顆伺服馬達精準控制旋轉角度,換刀動作快速而流暢。
- 鄰刀切換僅需 0.2~0.3 秒,大幅縮短非加工時間
- 伺服定位精準,通常採「不提刀」設計更流暢
- 沒有複雜油路,維護成本低、故障率低
- 造價高於油壓刀塔
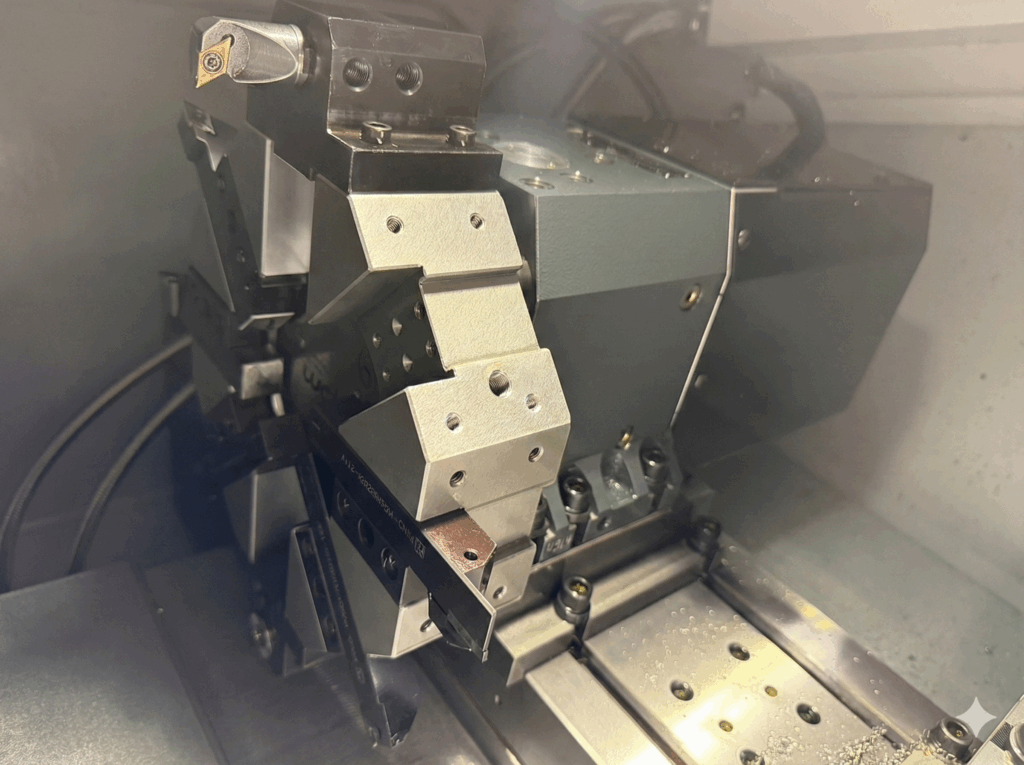
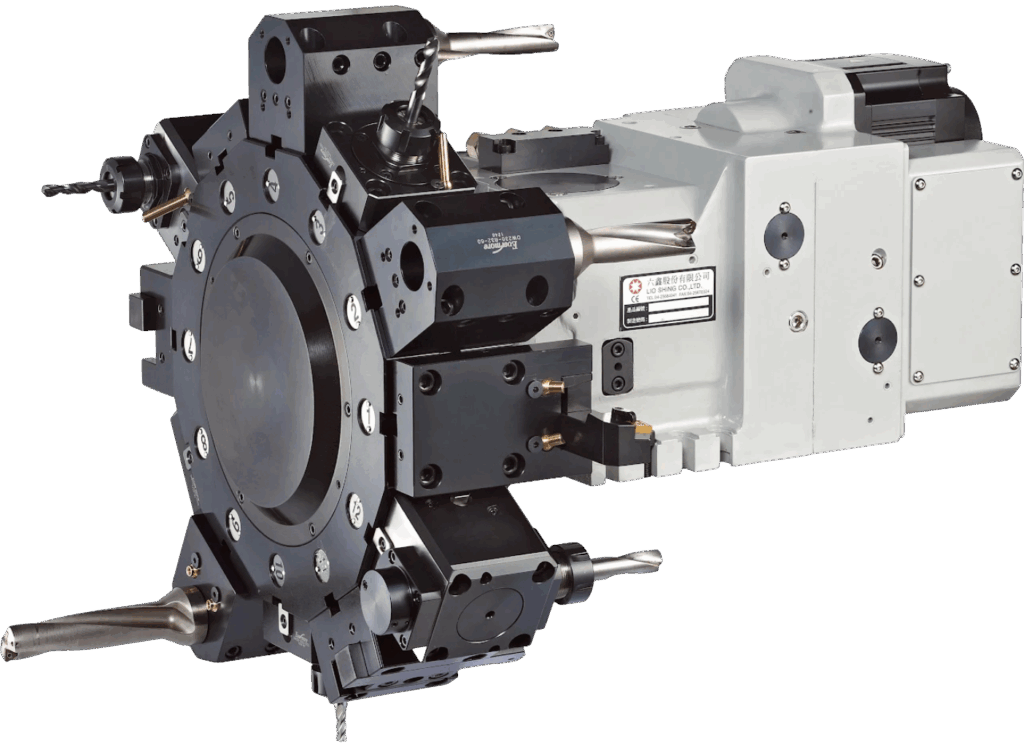
Type 03
動力刀塔
Live Tooling Turret
複合加工利器
車銑複合機的標準配備。刀塔內部多了齒輪或皮帶傳動機構,安裝「動力刀座」後,刀具可高速旋轉進行銑削、鑽孔等加工。
- 搭配 C 軸或 Y 軸,可在工件側面、端面複合加工
- 實現「一次完工」,大幅減少夾持次數與誤差累積
- 機台造價與複雜度最高
- 動力刀座需額外採購,使用維護門檻較高
動力刀塔 — 車銑複合加工的核心配件
伺服刀塔 — 現代 CNC 車床市場主流
動力刀塔能做什麼?
搭配 C 軸 / Y 軸,實現車削以外的複合加工
傳統車床只能做「旋轉對稱」的加工;有了動力刀塔,同一台機器就能在工件側面或端面進行銑削、鑽孔、攻牙,一次裝夾完成所有工序,消除多次換機的定位誤差,大幅提升精度與效率。
側面鑽孔 / 攻牙
端面銑平面 / 刻字
偏心孔加工
如何選擇適合您的刀塔配置?
三種刀塔各有適合的應用場景,沒有絕對的好壞。以下三個方向可幫助您快速縮小選擇範圍:
-
1以換刀速度需求為優先 若您的產品加工工序多、非切削移動頻繁,伺服刀塔的 0.2~0.3 秒換刀時間能顯著提升產能。若工序單純、對速度要求不高,油壓刀塔的低造價則更具經濟效益。
-
2確認是否需要複合加工能力 若工件需要側面鑽孔、攻牙或銑削等車削以外的加工,動力刀塔搭配車銑複合機是唯一選擇。一次完工不僅省時,更能避免多次定位帶來的累積誤差。
-
3依工序刀具數量決定刀位數 刀位數建議依照最複雜工序所需的刀具種類數量來選擇,並預留 2~3 個備用刀位。最適合的刀塔配置因工件與產線不同而異,歡迎聯繫 AEGIS 技術團隊進行一對一評估。