核心定義 — Core Definition
走心式車床(Swiss-Type Lathe)原理為「刀具固定,工件移動」——棒材穿過導套(Guide Bushing)推出,刀具在導套口定點切削,支撐點極近、振動極小,適合加工長徑比(L/D)大於 3 的細長高精密零件。
走刀式車床(Gang-Type / Conventional CNC Lathe)原理為「工件旋轉定點,刀具移動切削」——夾頭夾住材料旋轉,刀塔在多軸移動完成各工序,剛性高、通用性強,適合長徑比小、需要重切削或大尺寸的工件。
走刀式車床(Gang-Type / Conventional CNC Lathe)原理為「工件旋轉定點,刀具移動切削」——夾頭夾住材料旋轉,刀塔在多軸移動完成各工序,剛性高、通用性強,適合長徑比小、需要重切削或大尺寸的工件。
走心式車床:細長精密件的專用利器
走心式車床又稱「瑞士型車床(Swiss-Type)」,起源於瑞士鐘錶業,最初為了加工鐘錶細小零件而設計。其核心設計是一個緊貼主軸口的導套(Guide Bushing)。
「刀具固定,工件移動」
棒材穿過導套持續推出,刀具始終在導套口附近切削——支撐點與切削點之間距離極短,振動幾乎為零,這正是走心式能加工細長件的根本原因

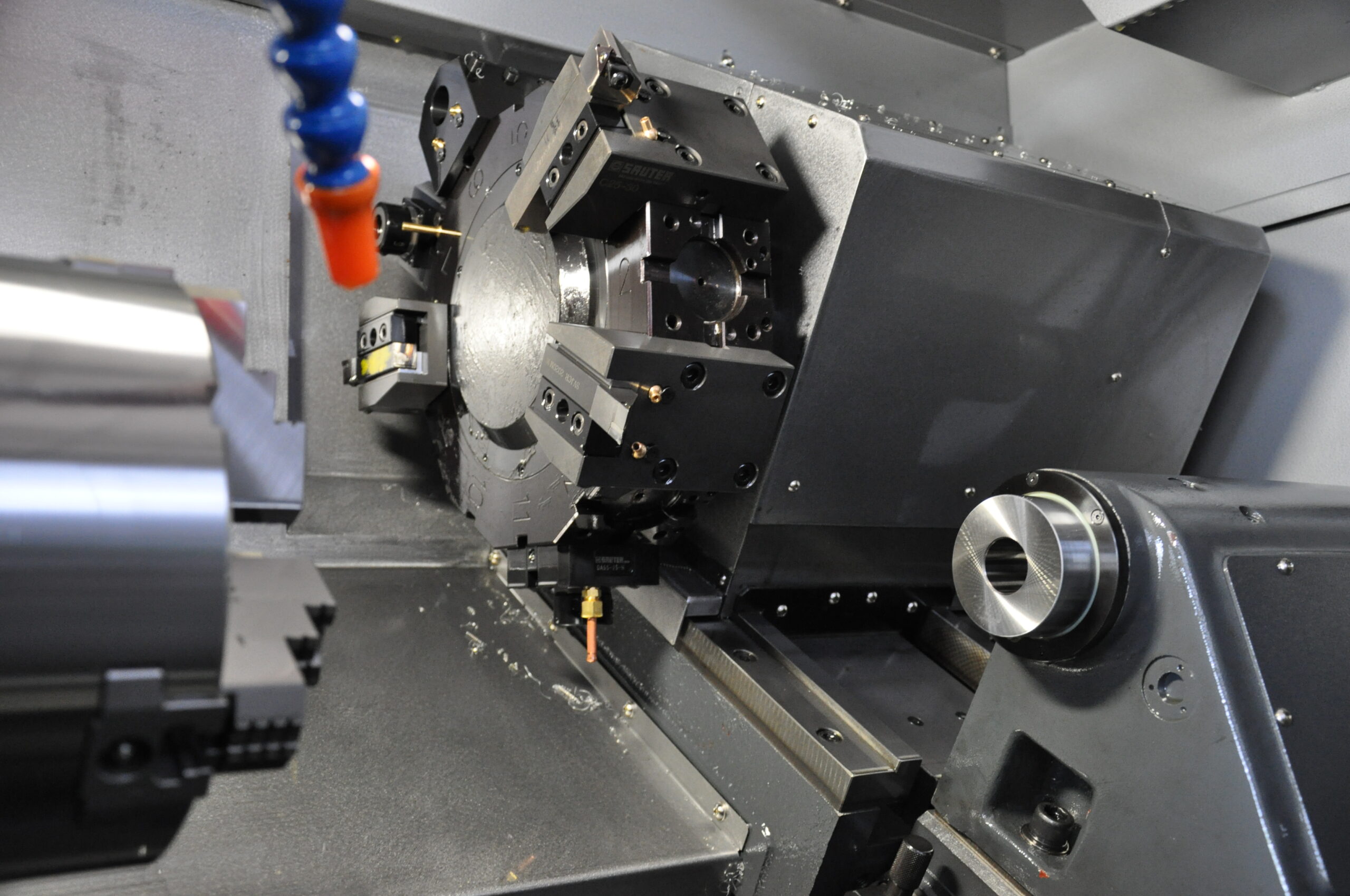
走心式車床導套與刀排配置實景
走心式的主要優勢在於:因為導套幾乎消除了加工振動,長徑比(L/D)大於 3 的細長工件也能穩定切削,精度達到微米等級。同時配備多把刀具,車、銑、鑽、攻牙可一次完成。
- 適合工件:長徑比 L/D > 3 的細長棒材,導套支撐使振動幾乎為零
- 加工特點:精度極高、複合工序一次完成(車、銑、鑽、攻牙)
- 主要應用:醫療器械、鐘錶零件、航太微型件、電子連接器
- 注意事項:對棒材直線度要求較高,尾料較長,材料利用率略低
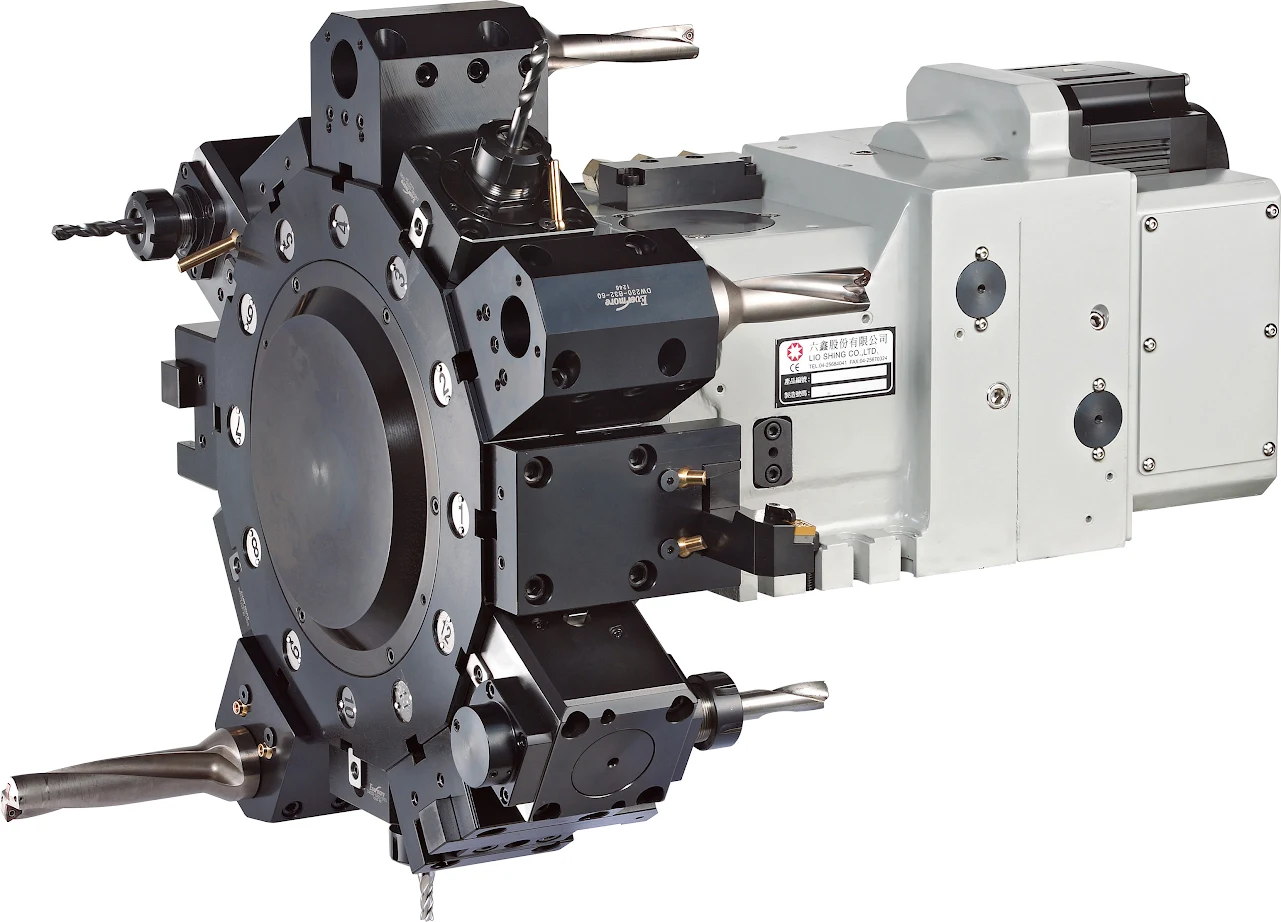
走刀式車床:通用型主流 CNC 車床
走刀式是目前最普遍的標準 CNC 車床形式,也是一般人說的「傳統車床」。夾頭夾住材料後,主軸帶動材料定點旋轉,刀塔在多軸(X/Z 軸)上移動進行切削。
由於主軸固定、機體結構剛性強,走刀式特別適合需要大切削力的重切削加工,以及直徑較大、長度較短的工件。
- 適合工件:長徑比 L/D < 3 的短件,或需要重切削的大尺寸工件
- 加工特點:剛性高、重切削能力強、材料通用性廣
- 主要應用:汽機車零件、一般五金、液壓件、模具加工
- 注意事項:長徑比過大時易發生震刀,不適合 L/D > 3 的細長件
「工件旋轉定點,刀具移動切削」
結構剛性高、材料限制少,是台灣中小企業零件加工的主流選擇
走心 VS 走刀:六大關鍵差異一次看清
以下從加工原理到材料耗損,六個維度直接對比兩種機型的核心差異:
| 比較項目 | 走心式(Swiss-Type) | 走刀式(Gang-Type) |
|---|---|---|
| 切削原理 | 刀具固定,工件(棒材)移動推出 | 工件旋轉定點,刀具多軸移動 |
| 適用長徑比 | 細長件 L/D > 3,最強項 | 短件 L/D < 3,最佳發揮 |
| 振動控制 | 導套極近支撐,振動幾乎為零 | 剛性結構抑振,長徑比大時略遜 |
| 加工精度 | 極高,振動極小,微米等級穩定 | 高,細長件精度略遜於走心 |
| 材料耗損 | 尾料較長,材料利用率較低 | 尾料短,材料利用率高 |
| 主要應用 | 醫療、航太、鐘錶、電子精密件 | 汽機車、五金、重切削、一般製造 |
怎麼選?兩個問題幫你找到答案
沒有最好的機器,只有最適合的機器。選機前先問自己兩個問題,答案就會浮現:
選走心式的情境
你的工件「細、長、精密」嗎?
如果加工的是直徑小、長度長的棒材零件,且對精度要求極高——走心式車床是你的不二選擇。導套設計讓振動幾乎消失,即使是 L/D > 5 的超細長件也能穩定完工。
醫療 / 航太 / 鐘錶 / 電子
選走刀式的情境
你的工件「短、胖、大」嗎?
如果加工的是短件、大直徑或需要重切削的工件——走刀式車床是經濟實惠的選擇。機體剛性強、材料通用性高,是台灣製造業最廣泛使用的主力機型。
汽機車 / 五金 / 模具 / 重切削
如果你的工件橫跨兩種需求,或是同時有細長件與短胖件的加工需求,AEGIS CNC 提供走心式與走刀式的完整機型配置,技術團隊可依你的實際生產規劃提供選機建議。