核心定義 — Core Definition
CNC 車床夾持系統的選擇,直接影響加工精度、換線效率與工件表面品質。簡單來說:夾頭類似「全能型選手」,適應範圍廣;筒夾則接近「精密型專家」,在特定條件下表現無可取代。兩者各有千秋,選對了才能讓產線效益最大化。
AEGIS CNC 夾頭(Jaw Chuck)是什麼?
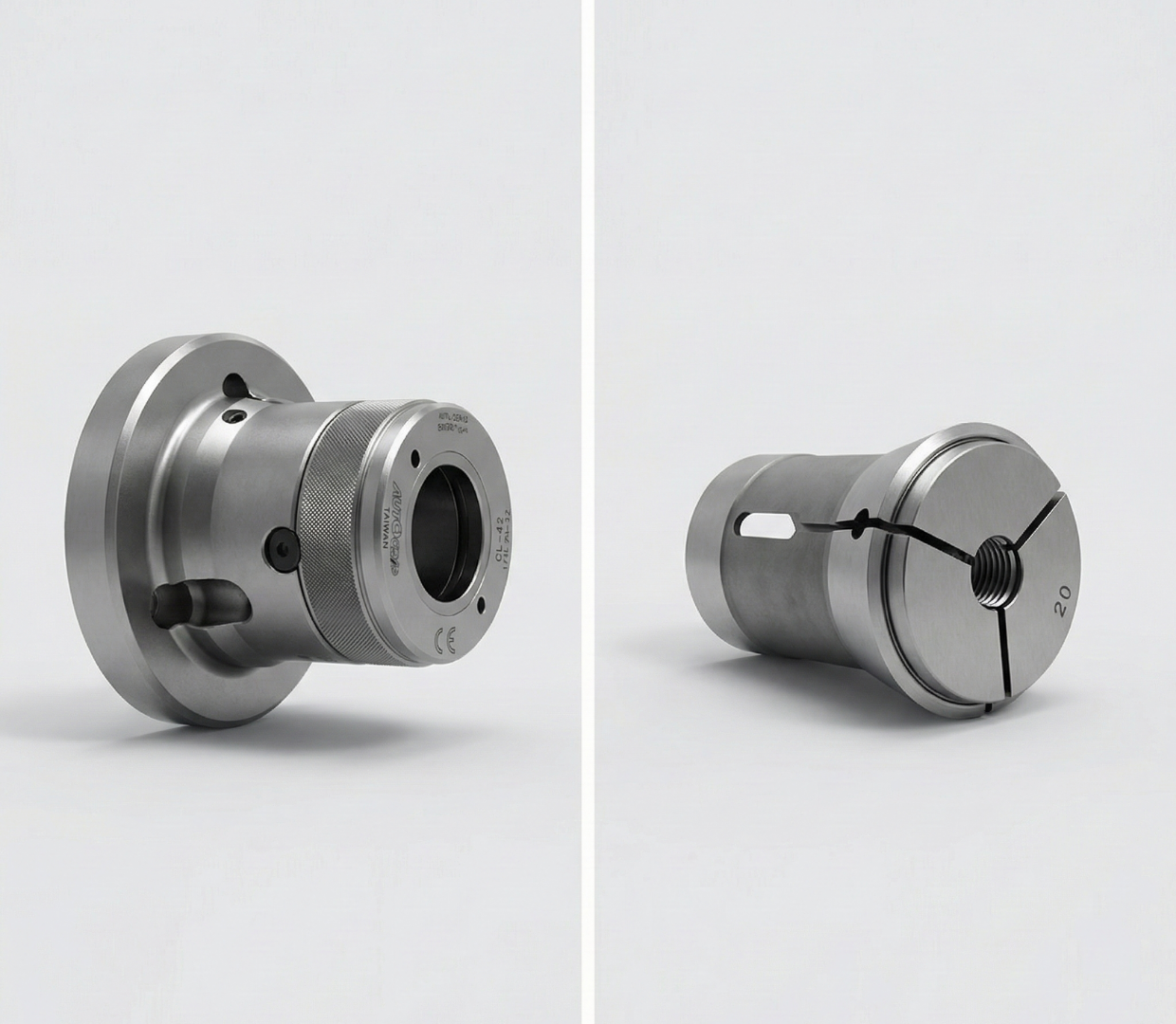
夾頭是 CNC 車床最常見的標準配備,通常指「油壓三爪夾頭」或「油壓四爪夾頭」,透過油壓缸推動內部楔形機構,帶動夾爪同步向中心夾緊工件。夾爪分為硬爪與可自行車修的軟爪(生爪)兩種。
夾頭的四大核心優勢:
-
夾持範圍廣(通用性強)一副夾頭可透過調整夾爪位置,夾持從 10mm 到上百 mm 直徑的工件,不像筒夾差 1mm 就要換一顆
-
適應不規則形狀透過更換特製軟爪,可夾持方形、矩形或鑄造件等不規則工件,適應性極強
-
適合大直徑工件對於直徑超過 65mm 以上的圓盤或短粗工件,夾頭是唯一實際可行的選擇
-
端面加工空間大夾頭設計提供較大的端面作業空間,適合需要多方向加工的工件

筒夾(Collet)是什麼?
筒夾是一種圓筒狀的夾持襯套,由彈性鋼材製成,表面有縱向開槽。其運作依賴「錐度(Taper)」原理:當拉管向後拉時,筒夾被拉入錐形套筒,空間收縮,進而以360 度全包覆方式緊夾工件,夾持力均勻分佈於整個工件圓周。
筒夾的四大核心優勢:
-
極高的重複精度360 度包覆式夾持,工件同心度(Concentricity)表現極佳,可達 0.01mm 以內,適合高精度二次加工
-
支援更高轉速筒夾重量輕、體積小,受離心力影響極小,非常適合 5000 RPM 以上的高速切削需求
-
不傷工件表面夾持力均勻分散於工件圓周,不會像三爪夾頭留下壓痕,適合薄管或已精加工表面的工件
-
換料速度極快開合行程僅約 1–2mm,配合自動送料機(Bar Feeder)時,換料時間極短,大幅縮短加工循環
夾頭 VS 筒夾:核心差異比較
以下將兩種夾持系統的關鍵性能指標並列,方便快速掌握差異所在:
| 比較項目 | 夾頭(Jaw Chuck) | 筒夾(Collet) |
|---|---|---|
| 夾持原理 | 點 / 面接觸(3點夾持) | 360° 全包覆式夾持 |
| 夾持精度(同心度) | 普通(視生爪車修技術而定) | 極佳(0.01mm 以內) |
| 適用直徑範圍 | 廣(從小到大皆可) | 窄(通常 < 65mm) |
| 尺寸彈性 | 高(同一副爪可夾多種尺寸) | 低(每種尺寸需專用筒夾) |
| 最高適用轉速 | 中低(離心力影響大) | 高(離心力影響小) |
| 工件表面保護 | 差(容易留下夾痕) | 優(不易留痕) |
| 適應不規則形狀 | 可(搭配特製軟爪) | 否(僅限圓形截面) |
| 換線設置速度 | 慢(需車修生爪) | 快(更換筒夾迅速) |
沒有絕對最好的夾持系統,只有最適合當下工件與需求的選擇
夾頭與筒夾不是競爭關係,許多成熟的產線會根據不同工件類型,同時配備兩種夾持系統
如何選擇:三種情境快速判斷
認識夾頭與筒夾後,以下三個判斷維度可以幫助你快速縮小選擇範圍:
1
依工件形狀與尺寸判斷
冷拉棒材,直徑 ≤ 65mm
👉 首選:筒夾 — 精度高、速度快,是此類工件的最佳解
鑄件、鍛造件,或直徑忽大忽小
👉 首選:夾頭 — 尺寸彈性高,可適應各種外形變化
非圓形工件(方塊、異形)
👉 首選:夾頭(搭配特製軟爪)
2
依加工要求判斷
需要高轉速(5000 RPM 以上)
👉 筒夾 — 重量輕,高轉速下夾持力穩定不衰減
工件表面不能有夾痕
👉 筒夾 — 360° 包覆,夾持力分散均勻不留痕
需要高重複定位精度(二次加工)
👉 筒夾 — 同心度可達 0.01mm 以內
3
依生產模式判斷
少量多樣、品項經常更換
👉 夾頭 — 通用性強,換線不需準備專用筒夾
大量生產、搭配自動送料機
👉 筒夾 — 開合行程短,換料速度快,循環時間短
兩種都需要?
👉 雙系統配置 — 按工件類型分機使用,效益最大化