加工時的纏屑問題
與解決應用
從傳統三種對策的極限,到控制器端搖動切削機能的完整解析
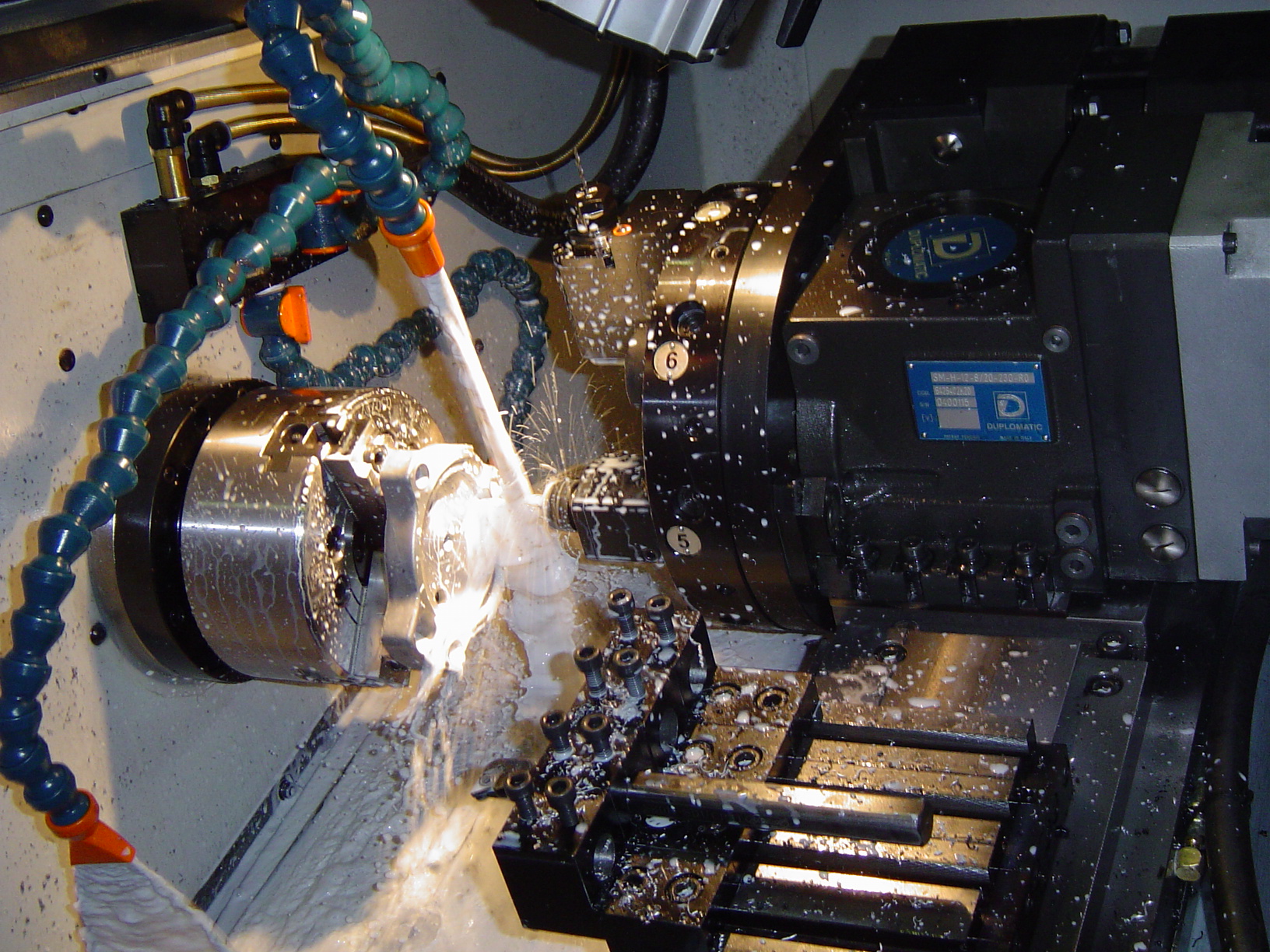
纏屑(Chip Wrapping),是指切屑因材料韌性強、受熱後持續延展,未能自然折斷而纏繞工件或刀塔的現象。其形成涉及材料特性、切削溫度與刀具幾何的共同影響——簡單來說,就是切屑「太軟、太韌、折不斷」。
纏屑為何是自動化產線的頭號威脅
在精密金屬切削領域,纏屑問題長期被視為製程中的「隱性成本」。加工鋁合金、低碳鋼、不鏽鋼等延性較高的材質時,切屑往往以連續螺旋帶狀形成,若未能在離開切削區前自然折斷,問題便接連浮現。
對工件與設備而言,長條纏屑在旋轉工件上持續積累,會在工件表面造成二次刮傷,破壞已加工面的粗糙度Ra值;嚴重時甚至拉扯刀片,縮短刀具壽命。
然而,纏屑對自動化產線的衝擊遠不止於此。當機台配備機械手或門型手臂進行上下料時,堆積的鐵屑會直接干擾抓取動作,觸發感應器報警,迫使產線中斷。從製程工程的角度來看,纏屑並非單一問題,而是切削條件未能進入穩定斷屑區間的訊號——一次因排屑不良引發的非計畫停機,往往比斷一片刀片造成更大的產能損失,是實現24小時無人值守加工最常見的實際障礙。
三種傳統對策的技術瓶頸
面對纏屑問題,工程師長期仰賴三個方向的調整,但各自都有難以跨越的極限。
當這三種手段都已到達極限——
特別是面對高韌性材質的大批量連續生產,來自控制器端的智能機能便成為真正的解決路徑。
搖動切削的運作原理
搖動切削(Oscillation Cutting),是當前主流CNC控制器中專為解決纏屑問題所開發的軟體功能。FANUC稱之為「伺服學習搖動斷屑(Servo Learning Oscillation)」,三菱電機則稱「振動切削」,兩者原理相同,差異在於各自的演算法實作與適用控制器型號。
核心機制:此功能透過控制器與伺服驅動器的深度整合,在刀具進給方向疊加一個近似週期性的微小震盪——波形接近正弦,但實際由控制器演算法決定,依品牌與設定而略有差異。
每個震盪週期中,有效進給量會產生瞬間空隙(業界稱為 Intermittent Cutting,間歇切削區間),切屑因此失去連續的材料支撐而折斷。嚴格來說,刀尖不一定完全停止前進,而是進給速度的週期性變化造成了切削厚度的斷點,進而使切屑強制折斷成顆粒狀碎屑。
搖動頻率與主軸轉速連動計算,確保每一轉的震盪相位都能有效覆蓋上一轉的切削痕跡,從而在固定位置產生斷屑點——這也是為什麼轉速改變時,頻率參數必須同步調整。
主要優勢
對一般加工而言表面影響極小;若用於高精度精飾加工,震盪可能留下微小週期性紋路,此時應降低進給率調整,而非直接關閉功能。
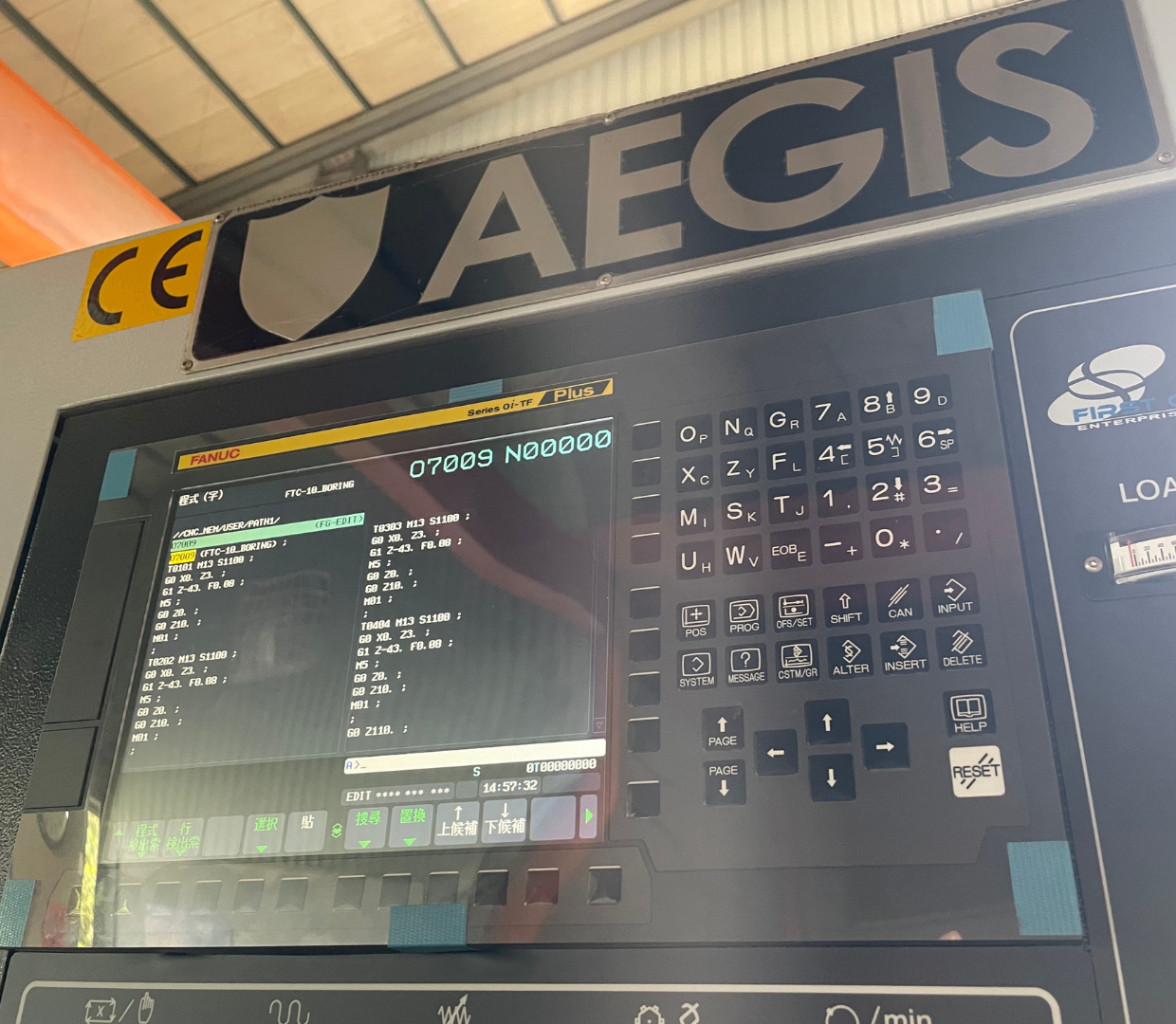
採購CNC車床時,如何確認機台具備此功能
搖動切削並非所有控制器的標準配備,通常以選購選項(Option)的形式提供,並非出廠即內建,需在採購時明確確認是否已開通。
Servo Learning Oscillation
- 0i-F Plus(1.0版以後)
- 30i / 31i / 32i-B(STEP2版以上)
- 需搭配相容伺服卡規格
- 可搖動軸數依硬體配置而定
- M800V / M80V 系列以上
- 建議報價階段以書面確認
- 功能是否含於交機配置中
啟用方式依控制器品牌與版本而異,建議向機台製造商或控制器代理商確認具體的啟用條件與選購方式。
採購時建議提出以下幾個確認點:搖動切削功能是否已選購開通、支援的搖動軸數、以及機台排屑系統的設計是否適配碎屑排出(如切屑輸送機的規格)。
對於規劃導入自動化產線的工廠而言——
控制器的斷屑能力與機械手的搭配相容性,應列為與主軸功率同等重要的選型依據。