三種多邊形加工方式的優劣比較
在 CNC 車床上加工出六角或四方形截面,目前業界有三種主流方案。三者並非相互取代的關係,而是在平面類型、循環效率與設備門檻上各有取捨,選擇前需先釐清加工需求的優先順序。
| 加工方式 | 技術原理 | 平面類型 | 適用情境 | 主要限制 |
|---|---|---|---|---|
| 極座標加工 C+X 軸聯動 |
C 軸與 X 軸聯動,模擬銑削路徑 | 幾何真平面 | 單件打樣、急件少量 | 逐面切削,循環時間最長 |
| Y 軸動力刀塔銑削 Y 軸插補 |
Y 軸帶動銑刀逐面銑削 | 幾何真平面 | 精度要求高、特殊輪廓 | 每面須單獨加工,刀具損耗快 |
| 多邊形車削 Polygon Turning |
主軸與刀座電子齒輪同步,多刃一次成型 | 準平面(微小圓弧) | 高量產、循環效率優先 | 需具備同步機能與多邊形刀座硬體 |
關於「平面類型」:銑削(C 軸聯動或 Y 軸)所形成的是幾何真平面;多邊形車削所形成的是微小圓弧構成的準平面——這不是品質缺陷,而是加工原理的固有特性,實務影響於下節詳述。在標準緊固件(六角螺帽、接頭)的應用場合,準平面通常完全滿足需求;精度或配合要求更高的特殊場合,仍建議評估銑削方案。
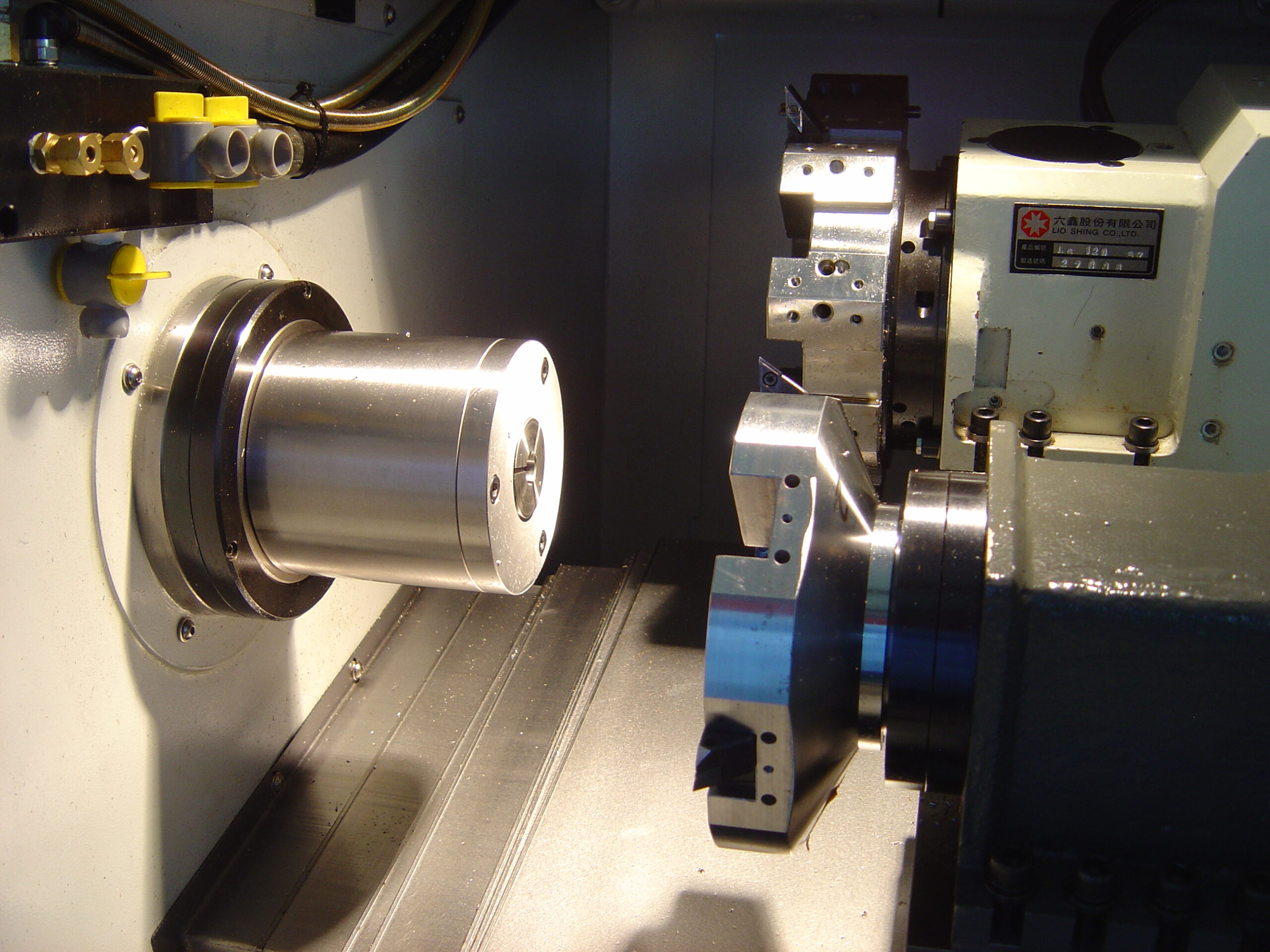
多邊形車削的核心原理:主軸與刀具的同步旋轉
多邊形車削能在主軸連續旋轉的狀態下切削出平面,關鍵在於電子齒輪同步(Electronic Gearing)機制。控制器將工件主軸轉速與多邊形刀座的旋轉轉速鎖定在固定比值,使多刃刀具在每一轉中精確重複干涉工件表面,形成近似平面的幾何輪廓。
速比(工件轉速與刀具轉速之比值)決定了最終成型的平面數量。在標準對稱多邊形的設定下,可用以下近似關係理解:
此為標準對稱多邊形的近似關係,供設定參考
速比與成型關係對照
| 目標平面數 | 刀刃數 | 速比(工件:刀具) | 典型應用 |
|---|---|---|---|
| 2 面(扁平位) | 2 刃 | 1 : 1 | 板手接合位、扁頭零件 |
| 4 面(四方形) | 2 刃 | 1 : 2 | 四方頭螺栓、閥桿 |
| 6 面(六角形) | 2 刃 | 1 : 3 | 標準六角螺帽、接頭 |
| 6 面(六角形) | 3 刃 | 1 : 2 | 更高效率的六角量產 |
設定注意:速比設定應確保刀刃數與速比的乘積為偶數。奇數組合因刀刃受力不對稱,切削力無法平衡分佈,會導致主軸承受單側徑向力、振動加劇,加工精度與刀具壽命均大幅下降,實務上不採用。實際成形效果仍需搭配刀具相位與切入位置確認。
選擇多邊形車削的三大理由
相較於 Y 軸銑削需要逐面定位停頓,多邊形車削的刀具持續旋轉、一次掃過即完成所有平面。實務上在批量量產條件下,六角形截面的加工循環時間可縮短數倍(典型案例為 3 至 6 倍,視工件面數與材質而定),是量產線提升產能最直接的技術手段之一。
相較於分度加工需頻繁進行 C 軸定位鎖定與加減速,多邊形車削維持主軸恆定轉速運行,能有效降低伺服驅動器的熱負荷,減少反向電動勢對電子元件的累積損耗,同時省去分度機構的反覆動作磨耗,有助於延長整體機台電子元件的使用壽命。
多邊形車削不依賴複雜的軸向插補路徑,控制器運算負荷低,程式邏輯簡單,更容易整合至棒材送料系統或全自動化產線,在無人化連續生產的場合具有明顯優勢。
常見應用場景
機台需求與使用限制
多邊形車削對機台軟硬體均有明確需求,導入前需逐項確認。
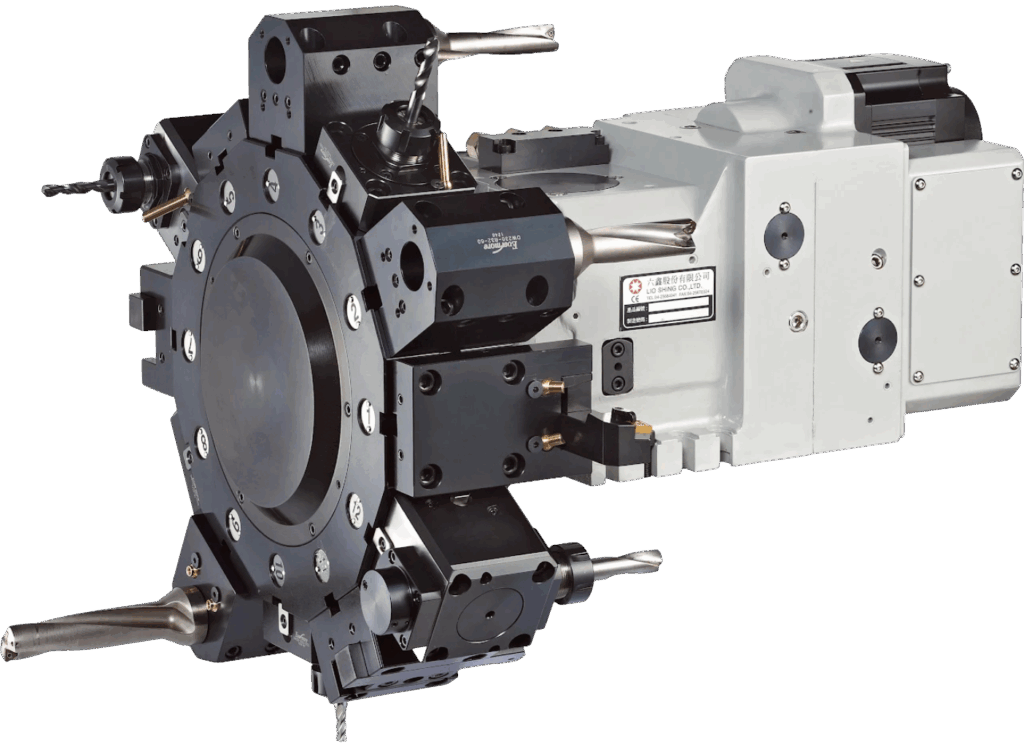
多邊形加工機構的配置方式因廠商設計理念而異。常見做法是在刀塔上加裝多邊形附件(Polygon Attachment),依驅動方式分為兩種:
被動傳動式:由主軸經齒輪或皮帶帶動刀具旋轉,速比固定,結構較簡單,為早期設計。
主動驅動式:刀座配備獨立馬達,速比設定彈性高,同步精度更佳,為現代複合機的主流配置。
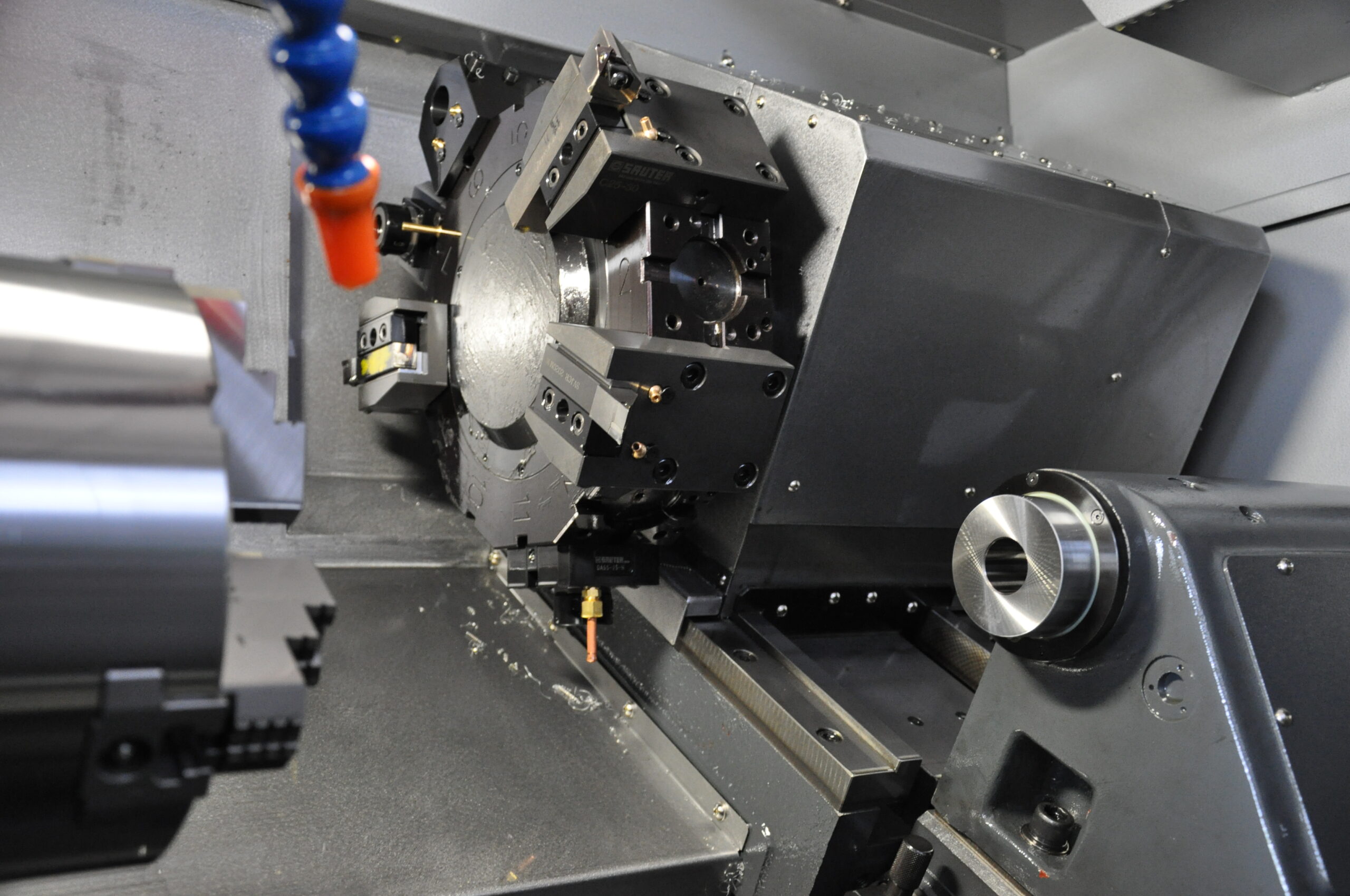
AEGIS CNC FTC-10PT 採用規格更高的設計——獨立專用多邊形加工機構,與刀塔各自獨立,剛性配置更針對多邊形斷續切削的衝擊特性專門優化。
⚠ 多邊形車削屬斷續切削,刀具周期性切入脫離工件會產生衝擊力。機構剛性不足時,平面上容易出現振動紋(Chatter Marks),是現場問題排除時最常見的症狀之一。
控制器(FANUC、Mitsubishi 等主流品牌)需開啟主軸同步旋轉機能,確保工件主軸與刀具轉速在加工全程維持精確鎖定。
任何轉速差都會直接導致平面扭曲或刀具損傷,是整個工法得以實現的核心控制條件。選機或增添功能前,需確認控制器版本是否支援此機能,部分機型需額外授權啟用。
材料適用性評估
多邊形車削屬斷續切削,刀具對工件材料的韌性有一定要求,導入前建議評估材料特性:
| 材料類型 | 適用性 | 注意事項 |
|---|---|---|
| 易削鋼(快削鋼) | ✔ 最適合 | 首選材料,刀具壽命最佳,適合高速量產 |
| 鋁合金、黃銅 | ✔ 適合 | 高速切削,需確保排屑順暢,避免積屑 |
| 奧氏體不鏽鋼(SUS304) | △ 需謹慎 | 黏刀風險高,高速斷續切削易產生彈屑,需充足冷卻液與防屑護罩 |
| 麻田散鐵不鏽鋼 | △ 可行 | 刀具磨耗較快,需定期確認刀況,建議縮短換刀週期 |
| 高硬度合金鋼、硬化鋼 | ✘ 不建議 | 斷續衝擊下刀具壽命顯著縮短,需個案評估刀具規格與加工參數 |