CNC 車床加工|常見刀具分類完整指南
了解外徑刀、內徑刀、鑽孔、攻牙、切槽與螺紋車刀的核心差異,從刀片形狀到應用場景,掌握 CNC 車床選刀基礎。
外徑加工刀具(Turning Tools)
外徑刀用於工件的外輪廓切削、端面加工與外徑粗車,是 CNC 車床使用頻率最高的刀具類型。
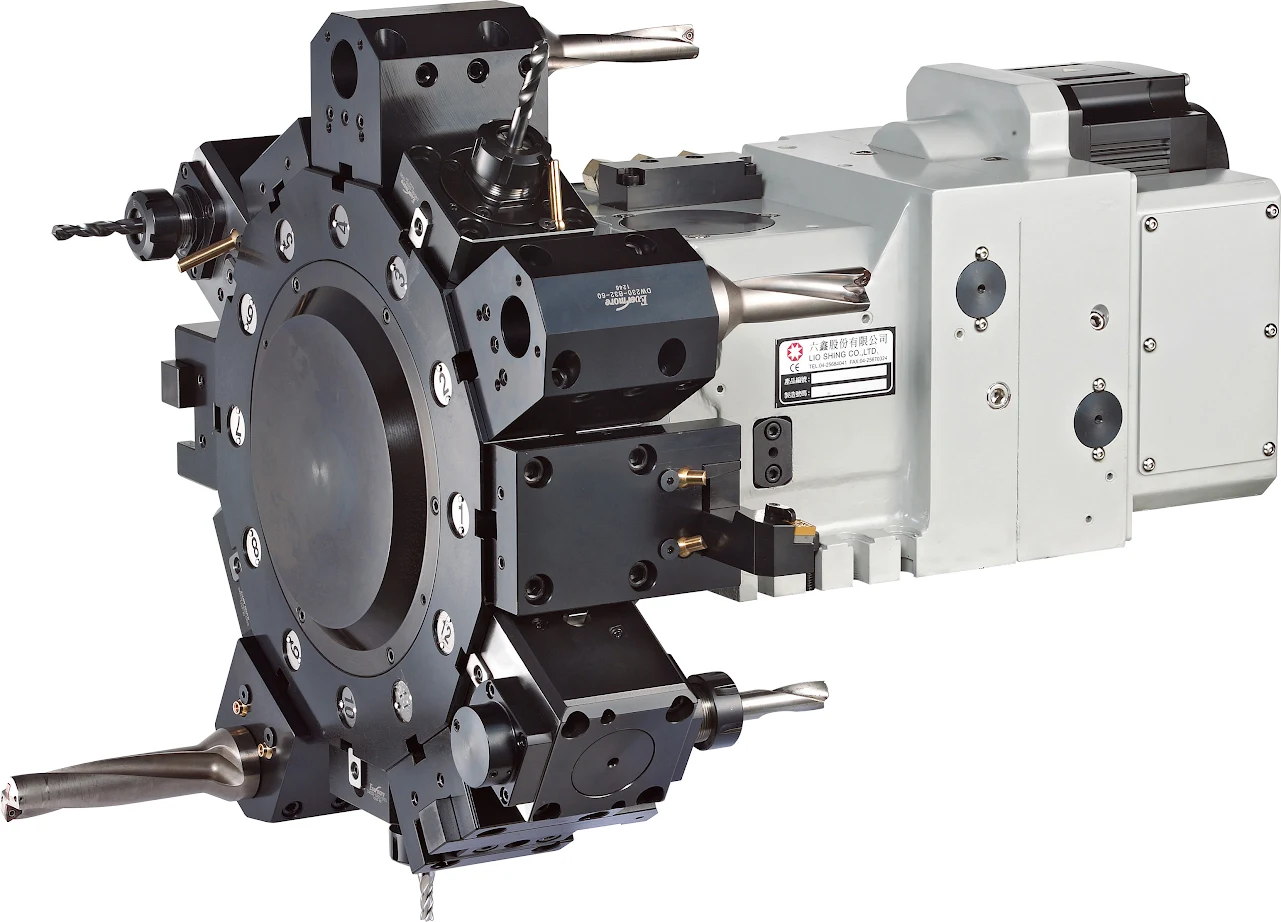
刀柄規格
刀柄截面多為方形,常見規格有 16×16mm、20×20mm,需與車床刀塔的刀槽尺寸相匹配,選購前須確認機台規格。
刀片形狀與角度(ISO 標準)
| 刀片角度 | 代號 | 刀尖強度 | 適用場景 |
|---|---|---|---|
| 80° | C 型 | 最高 | 粗加工、通用外徑車削 |
| 55° | D 型 | 中等 | 中加工、兼顧仿形 |
| 35° | V 型 | 較低 | 複雜輪廓仿形加工 |
角度越小,仿形能力越強,但刀尖接觸面積也隨之縮小,切削熱容易集中於刀尖,崩刃風險提高;粗加工建議優先選擇 80° 刀片。
另有 W 型(80°)六角形多刃設計,每片刀片可使用 6 個刀刃,成本效益高,適合通用粗加工場合。
刀片塗層
刀片塗層分 CVD 與 PVD 兩種,前者適合高速連續切削,後者適合不鏽鋼或不連續切削。實際選用可直接參考刀具廠商的材質對照表。
內徑加工刀具(Boring Bars)
內徑刀(搪刀)用於擴大孔徑或修整孔內輪廓,加工空間封閉、排屑不易,對刀具剛性的要求遠高於外徑加工。
刀柄特性
刀柄多為圓柄設計,直徑範圍約 10~50mm。刀具需懸伸進入孔內,懸伸越長、震動風險越高,此時刀柄材質的選擇至關重要。
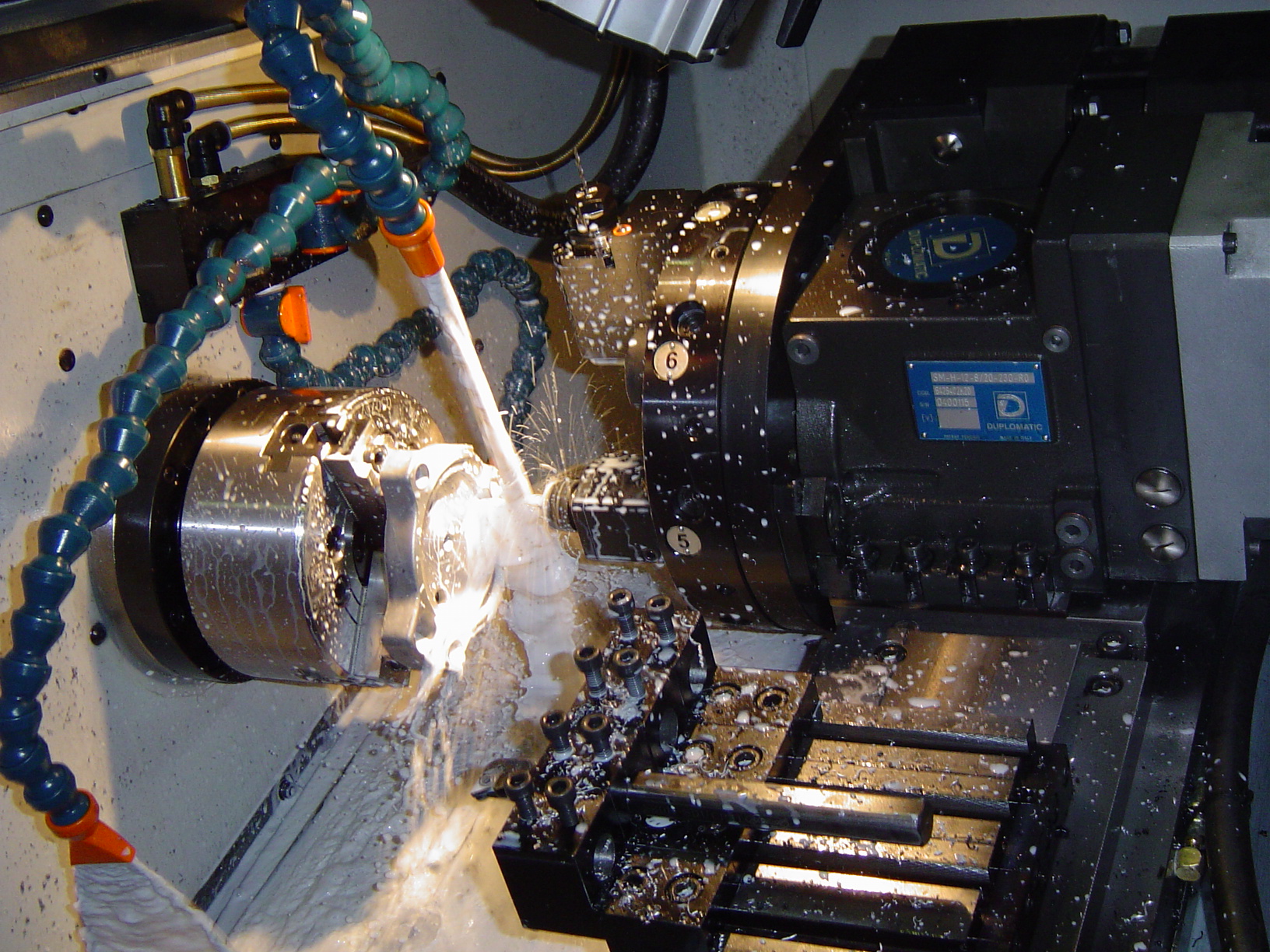
排屑設計
封閉的加工空間容易積屑,建議搭配中心出水(Internal Coolant)功能,藉高壓冷卻液將切屑由孔內向外沖出,防止切屑刮傷內壁、損傷刀具。
鑽孔刀具(Drilling Tools)
鑽孔通常是金屬加工的第一道工序,孔位的中心精度直接影響後續所有加工的基準,刀具選用馬虎不得。
旋向差異
常見鑽孔刀具類型
攻牙刀具(Tapping Tools)
攻牙刀具用於在預鑽孔中切削出內螺紋。CNC 車床需具備同步攻牙(Rigid Tapping)功能,使主軸轉速與 Z 軸進給精確同步,進給速度等於主軸轉速乘以螺距,才能保證螺紋精度與刀具安全。
| 類型 | 排屑方向 | 適用孔型 | 備註 |
|---|---|---|---|
| 螺旋絲攻 Spiral Flute Tap |
向後排出 | 盲孔(不通孔) | 排屑空間受限,需注意切屑積累 |
| 先端絲攻 Spiral Point Tap |
向前推送 | 通孔 | 排屑順暢,效率高 |
| 擠壓絲攻 Forming Tap |
無屑 | 通孔/盲孔 | 螺紋強度高,適用於具延展性的材料(如鋁、銅、低碳鋼與部分軟質不鏽鋼);硬脆材料不適用 |
切槽刀具(Grooving Tools)
切槽刀用於在工件外徑或端面切出特定寬度的溝槽,常見應用包括 O 型環槽、退刀槽與卡簧槽。
刀片寬度與槽寬的關係
切槽刀片寬度規格從 1.5mm 到 6mm 不等,一般情況下刀片寬度即等於槽寬,選刀前需先確認設計圖面的槽寬尺寸,不可混用不同寬度刀片。如有高精度槽寬要求,建議選用窄於槽寬的刀片,再配合側向精車加工修整至目標尺寸。
切槽深度限制
受限於刀片懸伸強度,常見經驗值為切槽深度約 2~3 倍刀寬,實際上限依各品牌刀具規格不同而有差異,選刀前建議確認廠商規格表。需要更深的溝槽時,應分次進刀或選用專用深槽刀具。
端面切槽
部分切槽刀具支援端面切槽(Face Grooving),刀柄設計與外徑切槽刀不同,選購時需注意區分,不可混用。
-
選刀前確認槽寬尺寸,刀片寬度需與圖面槽寬一致
切槽刀片不像外徑刀可以仿形,寬度錯誤即代表換刀重做 -
槽深超過刀寬 3 倍時,分次進刀或改用深槽刀
避免因懸伸過長造成震刀或刀片崩裂 -
端面切槽與外徑切槽刀柄設計不同,不可混用
兩者進刀方向不同,強行替代會導致尺寸誤差或刀具損傷
螺紋車刀(Threading Tools)
螺紋車刀用於在工件外徑車削出外螺紋,透過多刀路漸進切削逐步達到設計齒型深度,是生產含外螺紋工件的必備刀具。
與攻牙刀具的差異
刀片齒型選擇
螺紋刀片依螺紋標準分為 M(公制)、UN(英制)、G(管螺紋)等規格,刀片齒型角度需與螺紋標準完全對應,否則螺紋無法配合。
切削方式
CNC 車床透過螺紋切削循環指令控制每刀切入量,逐漸加深至最終螺紋深度。切削次數與每刀切入量會直接影響螺紋表面品質與刀具壽命。詳細程式語法可參考各機台控制器的操作手冊。
| 螺紋標準 | 代號 | 常見應用 |
|---|---|---|
| 公制螺紋 | M | 台灣、歐洲、亞洲市場主流 |
| 英制統一螺紋 | UN | 美洲、部分航太零件 |
| 管螺紋 | G / NPT | 液壓、氣壓管路接頭 |
RELATED ARTICLES / 延伸閱讀
了解刀具之後,同步掌握這些加工知識