核心定義 — Core Definition
CNC 車床規格表上常出現一個不起眼但至關重要的規格:「刀塔介面為 BMT 或 VDI」。這個選擇決定了刀座如何鎖固在刀盤上,直接影響機台的剛性表現、換刀速度與動力加工能力。兩者並非新舊之分,而是設計哲學的根本差異——了解它們,才能真正讀懂一台車床的加工潛力。
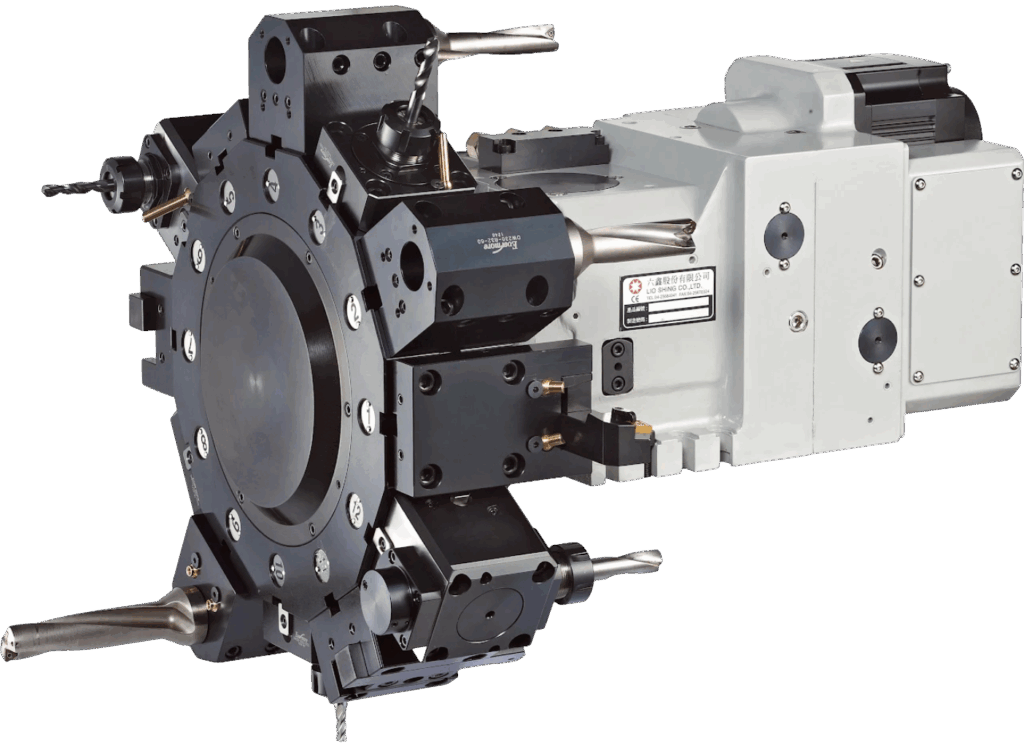
BMT 系統(Base Mounted Tooling)
底面鎖固設計。BMT 刀座以大平面直接貼合刀盤面,用 4 顆螺絲搭配定位鍵鎖緊。接觸面積大、定位穩固,是目前高剛性車銑複合機的主流配置。
結構原理:刀座底面與刀盤面為「面對面」的大面積接觸,定位鍵負責防止旋轉位移,4 顆螺絲均勻施加鎖緊力。這種設計讓刀座與刀盤幾乎形成一體,切削力可直接透過大平面傳遞至刀盤,不產生力臂效應。
✓ 優點
- 極致剛性大平面接觸,一體感強,切削抗震表現優異,適合重切削與強力銑削
- 動力傳輸直接馬達動力路徑短且直接,車銑複合時可進行像銑床一樣的強力切削
- 重複定位精度高平面定位穩定,每次裝刀的位置誤差極小,加工精度可靠
✗ 缺點
- 換刀時間較長需鎖 4 顆螺絲,換線工時比 VDI 高,不適合需頻繁更換刀具的場景
- 無法微調中心高雙面定位設計,撞機後若刀盤歪斜,無法單獨調整刀座修正,須維修刀塔本身——這也代表 BMT 機台對製造精度的要求極高
VDI 系統(Verein Deutscher Ingenieure)

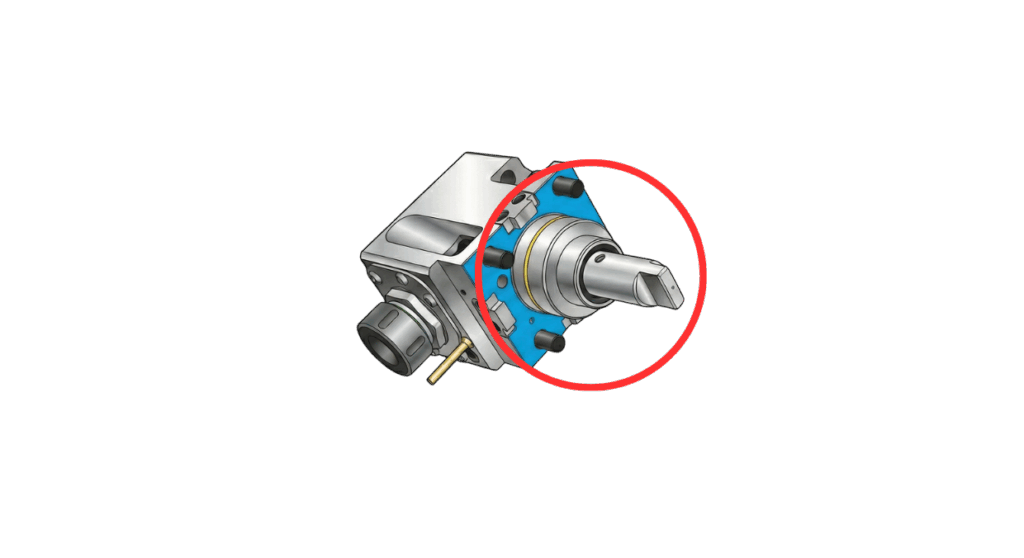
圓柄插入設計。VDI 源自德國工程師協會(Verein Deutscher Ingenieure)標準,過去幾十年是歐洲機台的主流配置。刀座後方有帶鋸齒狀的圓柱形柄(Shank),插入刀盤孔後以楔形塊加單一螺絲鎖緊。
結構原理:圓柱形柄插入刀盤的孔中,透過側面的楔形塊施加夾緊力,只需鎖緊一顆螺絲即可完成固定。圓柄鋸齒紋路提供防滑定位,換刀操作快速流暢。
VDI 最大優勢:單螺絲快速換刀
適合需要頻繁更換刀具、多品種少量生產的加工環境
✓ 優點
- 換刀快速單一螺絲操作,換線迅速,適合需頻繁更換刀具的多品種生產環境
- 可微調中心高圓柄設計允許微量偏轉,撞機後可單獨調整刀座修正,維護彈性高
- 刀座種類豐富國際規格成熟,各品牌刀座互換性高,備料取得方便,選擇多元
✗ 缺點
- 剛性較弱圓柄接觸面積小、力臂長,重切削時容易產生微震動,影響表面品質
- 動力傳輸效率較低動力軸經多次轉折,傳輸路徑長,容易產生震動與發熱,銑削能力受限
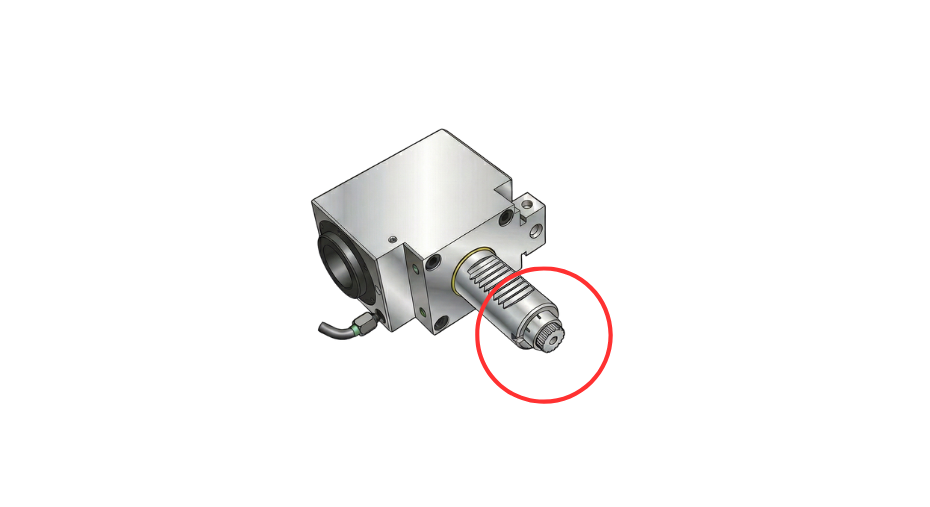
▲ VDI 刀座後方的圓柱形柄(Shank,紅圈處),插入刀盤孔後透過楔形塊單螺絲鎖緊。圓柄接觸面積相對 BMT 大平面較小,是 VDI 剛性略遜的根本原因。
動力刀座的傳輸差異
選擇 BMT 或 VDI,在一般車削時差異已經很明顯;而在車銑複合加工時,兩者的動力傳輸效率差距更是決定性的。
BMT 動力路徑短且直接,VDI 動力路徑長且有轉折
這是兩種系統在車銑複合加工時最關鍵的差異,直接決定銑削能力的上限
VDI 動力刀座
- 傳輸路徑:動力軸通常較細,且經過多次轉折才到達刀具端
- 震動/發熱:路徑長,容易積累震動與熱量,長時間強力加工時較明顯
- 銑削能力:適合輕銑削、鑽孔、攻牙等輔助性加工工序
- 適用場景:一般車銑複合、對銑削能力要求不高的工件
BMT 動力刀座
- 傳輸路徑:動力馬達直接與刀座對接,路徑短且直接,能量損耗最小
- 震動/發熱:路徑短,震動與熱量明顯較低,加工穩定性高
- 銑削能力:可在車床上進行像銑床一樣的強力切削,發揮車銑複合機真正的價值
- 適用場景:高效車銑複合、需要側面強力銑削的複雜工件
如何選擇適合的刀塔介面?
BMT 與 VDI 各有明確的適用場景,以下從五個維度做完整對比:
| 比較項目 | VDI 系統 | BMT 系統 |
|---|---|---|
| 固定方式 | 單一螺絲 + 楔形塊 | 4 顆螺絲 + 定位鍵 |
| 接觸介面 | 圓柱面接觸 | 大平面接觸 |
| 剛性表現 | 普通(力臂長,易震動) | 極佳(一體感強,抗震) |
| 換刀速度 | 快(適合頻繁換線) | 較慢(需鎖多顆螺絲) |
| 精度調整 | 可微調中心高度 | 不可調(依賴機台本身精度) |
根據以上對比,以下三個方向可協助您做出判斷:
-
1追求剛性與動力加工效能 → BMT 需要進行車銑複合強力銑削、重切削,或對加工精度與表面品質要求高的場合,BMT 是首選。一次完工、強力銑削不妥協。
-
2重視換刀速度與維護彈性 → VDI 多品種少量生產、需要頻繁更換刀具,或希望刀座備料取得方便的場合,VDI 的快速換刀與豐富刀座選擇更具優勢。
-
3AEGIS CNC 的刀塔介面配置 AEGIS 動力刀塔系列主要採用 BMT 介面,確保車銑複合時的最大切削剛性。若有特殊需求或指定刀座規格,也可選配 VDI 介面,歡迎與技術團隊討論最適合的配置。