核心定義 — Core Definition
CNC 車床的「導軌」決定了刀具與工件之間的相對運動品質。硬軌(Box Way)採用鑄鐵面直接滑動的面接觸機制,賦予機台卓越的抗震與重切削能力;線軌(Linear Guide Way)則透過滾珠或滾柱的點/線接觸,實現更低摩擦、更高的快速移動速度。選錯軌道型式,即使機台等級再高,加工效益也會大打折扣。
什麼是硬軌(Box Way)?
硬軌,全名為「滑動導軌」,是工具機最傳統、也最考驗製造廠工藝的結構。
構造原理:硬軌直接在鑄鐵床身上鑄造出軌道形狀,經過高頻熱處理(淬火)硬化與精密研磨後,讓滑塊直接在上面「滑動」。這是一種面接觸的摩擦方式,接觸面積大,天生具備卓越的吸震能力。
✦ 關鍵靈魂工藝:手工鏟花(Scraping)
硬軌之所以珍貴,在於它無法完全依賴機器加工。軌道面與滑塊之間必須由累積數十年經驗的老師傅「手工鏟花」,剷出無數微小的油囊(Oil Pockets)。這些油囊能留住潤滑油,形成一層油膜,讓金屬之間不直接磨擦——這道工序無法被機器取代,是硬軌機台品質最核心的競爭力。
面接觸 × 手工鏟花 × 鑄鐵一體成型
三者結合,構成硬軌無可比擬的剛性與吸震優勢

✓ 優點
-
極致剛性與吸震性面接觸面積大,能有效吸收切削時產生的劇烈震動,加工鑄鐵、鍛造件等難切材料時穩如泰山
-
適合重切削與斷續切削Interrupted cutting(如六角棒料)會對軌道產生強烈衝擊,硬軌能展現線軌無可比擬的穩定度
-
耐用壽命長在潤滑油路保養得宜的條件下,硬軌非常耐磨,機台壽命可達數十年以上
✗ 缺點
-
移動速度較慢摩擦阻力大,快速移動(Rapid)通常為 15–20 m/min,不適合追求極短 Cycle Time 的產線
-
低速爬行(Stick-Slip)在極低速進給時,因靜/動摩擦力差異,可能產生微小的黏滯爬行現象,影響超精密表面
-
仰賴潤滑油路需要完善的自動注油系統,若油路堵塞或缺油,軌道面會快速磨損甚至拉傷
什麼是線軌(Linear Guide Way)?
線軌,全名為「滾動導軌」,是現代高速工具機的主流配備。
構造原理:利用安裝在滑塊內的滾珠(Ball)或滾柱(Roller),在軌道與滑塊之間滾動。這是一種點接觸或線接觸的摩擦方式,摩擦係數僅為硬軌的 1/20 至 1/50,讓機台得以實現驚人的高速移動能力。
摩擦係數僅為硬軌的 1/20 ~ 1/50
這正是線軌機台能夠達到 30 m/min 以上快速移動速度的根本原因
✓ 優點
-
高速移動可達 30 m/min 以上,大幅縮短非切削時間,是追求低 Cycle Time 的首選
-
定位精度高無黏滯效應,反應靈敏,微量進給(如 0.001 mm)非常精準,適合高精度表面加工
-
容易更換維修模組化零件,磨損後整組更換即可,不需像硬軌那樣重新鏟花研磨,維護成本低
-
省電節能驅動扭力需求較小,在大量生產環境中長期累積可節省可觀的電費
✗ 缺點
-
抗震性較弱點/線接觸面積小,對重切削產生的強烈震動吸收能力不如硬軌,建議搭配適當的切削參數
-
撞機損傷風險若發生嚴重撞機,滾珠容易在軌道上撞出凹痕,導致整組線軌報銷,維修成本較高
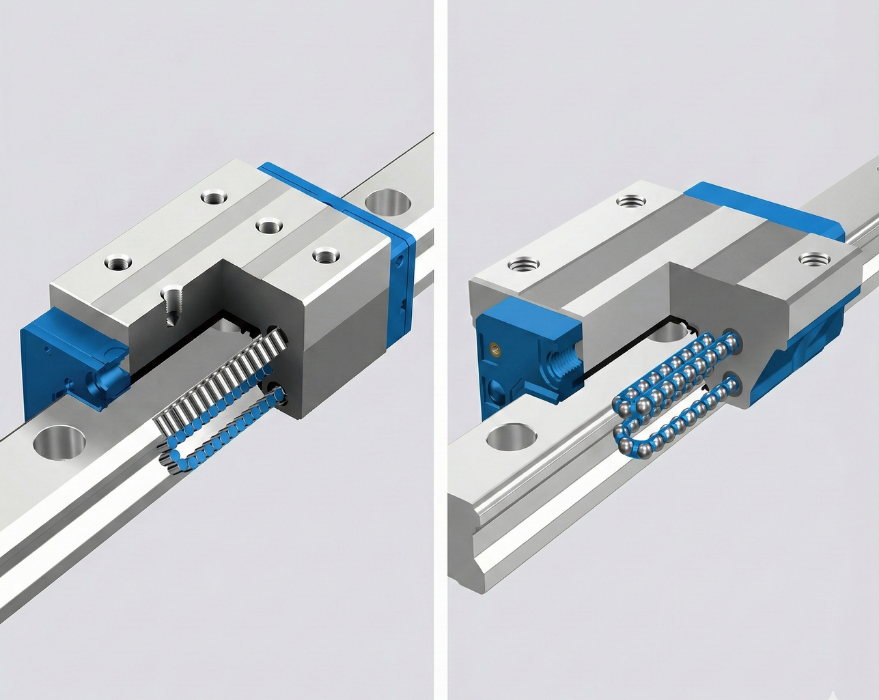
線軌細分:滾珠式 vs 滾柱式
許多客戶雖然知道線軌,卻不知道線軌還細分為「滾珠」與「滾柱」兩種型式,兩者在剛性與速度上有明顯差異:
滾珠式線軌(Ball Type)
點接觸
接觸形式為「點」。速度最快、成本較低,是高速精密加工的主流配置。
- 速度最快,可達 30 m/min 以上
- 摩擦係數最低,定位精度極高
- 適合鋁合金、銅件、塑料等輕切削材料
- 適合電子零件、精密儀器等高速輪廓加工
滾柱式線軌(Roller Type)
線接觸
接觸形式為「線」,是硬軌與線軌的最佳混合。保留線軌高速優勢,同時以圓柱體線接觸增加剛性。
- 剛性顯著優於滾珠式,接近中輕度重切削水準
- 速度仍遠快於硬軌(25–35 m/min)
- 適合一般鋼材、不鏽鋼等中等難度材料
- 許多高階機型採用此配置,兼顧速度與剛性
如何選對適合您的導軌配置?
導軌選型沒有絕對的好壞,關鍵在於您的加工需求。以下整理六個維度的對比,幫助您快速做出判斷:
| 建議選擇情境 | 硬軌(Box Way) | 線軌(Linear Way) |
|---|---|---|
| 加工材質 | 鋼鐵、鑄鐵、不鏽鋼、鍛造件 | 鋁合金、銅、一般鋼材、塑料 |
| 切削方式 | 重切削、斷續切削(如六角棒) | 輕切削、精修、高速輪廓加工 |
| 生產型態 | 量產穩定件、追求極致壽命 | 大量生產、電子零件、拼 Cycle Time |
| 精度要求 | 尺寸穩定性佳(耐熱變形) | 表面光潔度高、定位重複精度優 |
| 維護成本 | 需定期注油,維修門檻較高 | 潤滑需求低,模組化更換方便 |
| 典型應用機型 | 重切削臥式車床、傳統精密車床 | 高速精密車床、車銑複合機 |
根據以上對比,以下三個選購建議可幫助您縮小範圍:
-
1以材料和切削條件為首要判斷依據 如果您主要加工鑄鐵件、鍛造鋼件,或需要進行大量斷續切削,硬軌機台是首選;若以鋁合金、銅件或一般碳鋼精修為主,線軌機台在速度與精度上更有優勢。
-
2考量生產節拍(Cycle Time)的重要性 若產品加工量大、非切削移動時間佔比高,線軌的高速移動能力可大幅提升產出效益。硬軌機台則更適合重視每刀穩定性、而非加工速度的場景。
-
3善用滾柱式線軌作為折衷方案 若加工材料介於輕重之間(如一般碳鋼、不鏽鋼),滾柱式線軌是兼顧速度與剛性的最佳折衷,許多 AEGIS 高階機型均採用此配置。