核心定義 — Core Definition
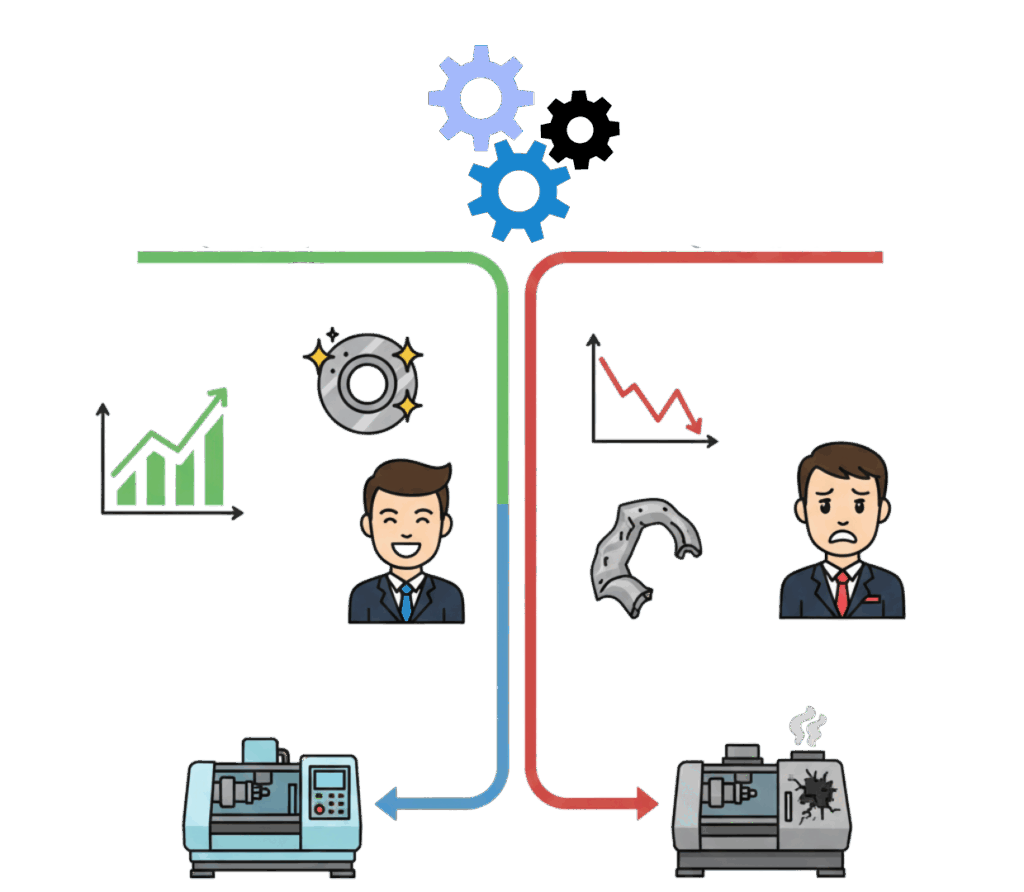
尾座是安裝於車床床身導軌末端、位於主軸正對面的輔助支撐裝置。許多工廠在車削長軸件時遭遇的「震刀」或「尺寸頭大尾小(錐度誤差)」問題,根本原因往往就在於尾座頂針支撐力不足,或尾座中心線與主軸未精確對齊。
AEGIS CNC 尾座的工作原理
在介紹 CNC 車床構造時,大家往往只關注主軸和刀塔,卻忽略了位於主軸對面、看似不起眼的尾座。
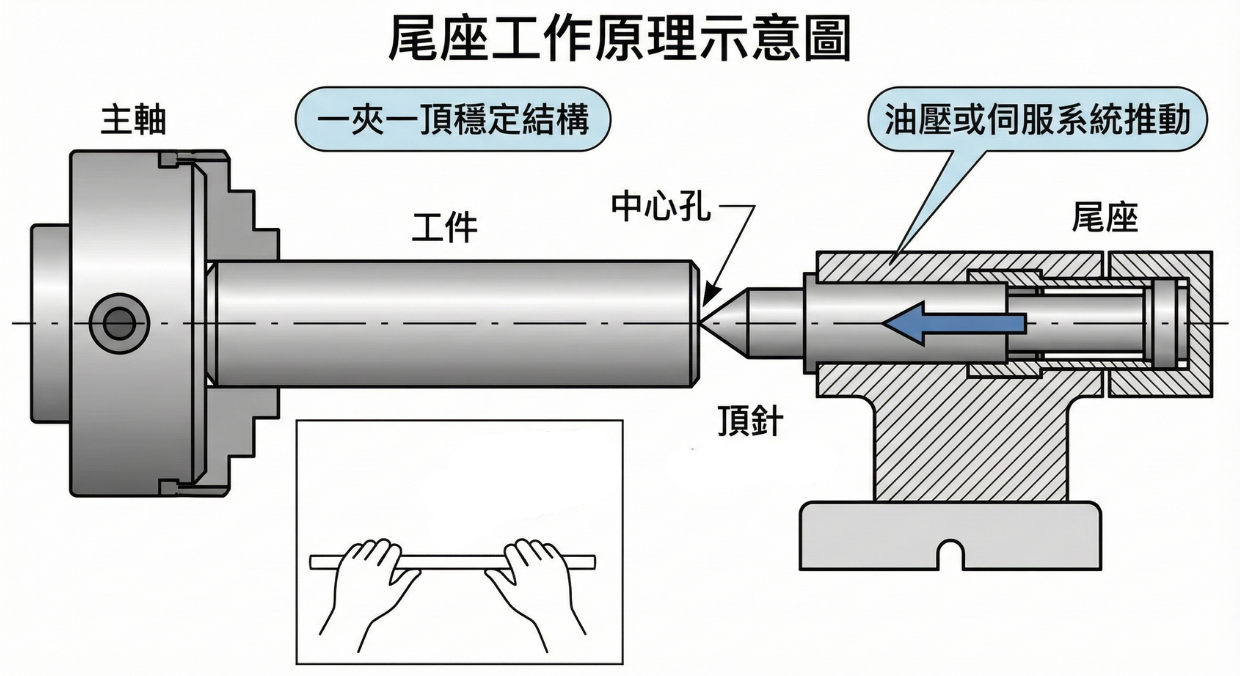
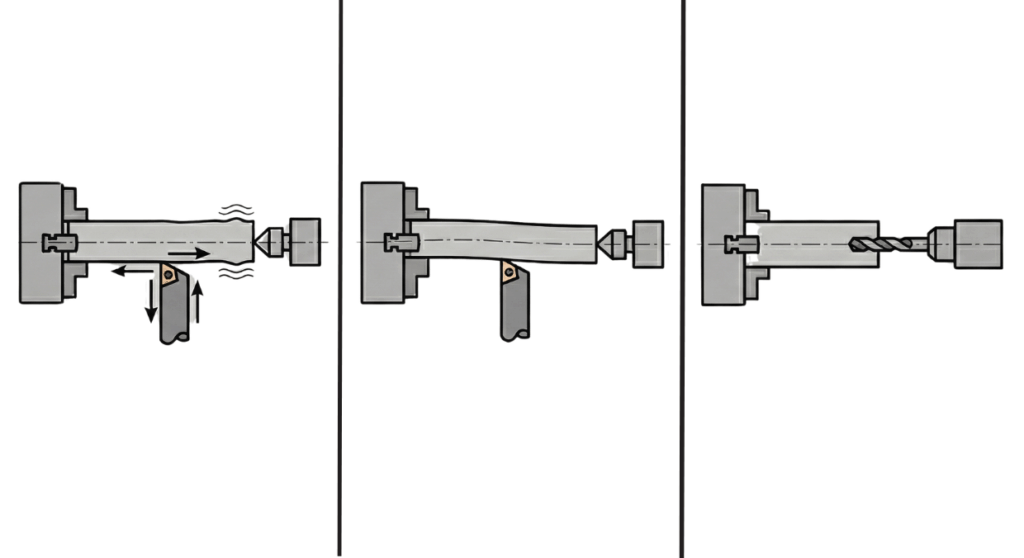
想像用雙手拿著一根長棍:如果只用左手抓住一端(主軸夾頭),右手懸空,棍子的另一端就會晃動。尾座就是那隻「右手」,利用內部油壓或伺服系統推動前端的頂針(Center),頂住工件的中心孔,形成「一夾一頂」的穩定結構。
尾座的中心線必須與主軸中心線精確重合,這是確保加工精度的基本前提。任何偏差都會直接反映在工件尺寸上,造成錐度誤差。
「一夾一頂」——長軸加工精度的根本
主軸夾頭固定工件一端,尾座頂針支撐另一端,兩點固定消除側向振動,是長工件加工的標準配置
尾座的三大核心功能
尾座在 CNC 車床加工中扮演三種不可取代的角色,每一項功能都直接關係到工件的加工品質與精度:
1
ANTI-VIBRATION
抑制震刀與振動
當工件長度超過直徑的 3 倍(長徑比 L/D > 3)時,切削產生的側向力容易導致工件彎曲震動。尾座提供另一端的支撐點,大幅提升剛性,有效消除震刀紋。
⚠️ L/D > 3 的細長工件若未使用尾座,震刀造成的表面紋路幾乎無法避免
2
PRECISION ASSURANCE
確保同心度與真圓度
未受支撐的長工件在切削力作用下會產生「讓刀」現象,導致加工後的軸呈錐形(頭大尾小)。尾座強制固定工件旋轉軸心,確保圓柱體直徑一致,消除錐度誤差。
📐 精度要求嚴格的二次加工,尾座對齊校正是開機前的必要步驟
3
DRILLING ASSIST
輔助孔加工
傳統尾座可安裝鑽頭,直接對工件中心進行鑽孔加工,尤其適合需要中心孔定位的工序。
※ 現代 CNC 車床中,鑽孔功能多已由刀塔取代,此功能較少使用
手動油壓 vs 可程式尾座:如何選擇?
尾座依照控制方式分為兩大類型,在自動化程度與操作彈性上各有優勢:
手動 / 油壓尾座(Manual / Hydraulic Tailstock)
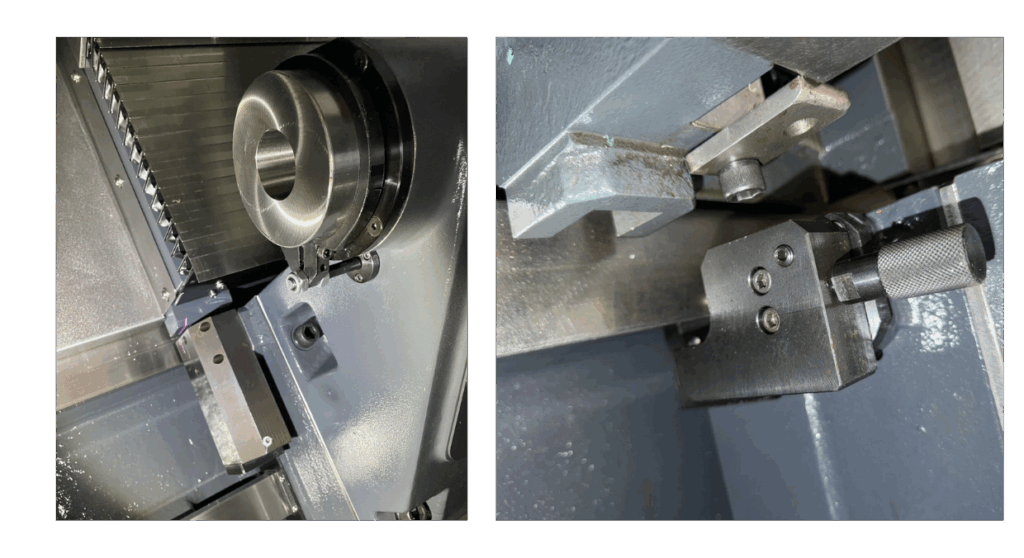
最常見的標準配備。尾座本體需手動撥動帶動桿,靠 Z 軸移動至定位後,再由油壓推動頂針心軸(Quill)伸出頂住工件。
- 構造簡單、堅固耐用,故障率低
- 成本較低,維護方便
- 移動定位較慢,需人工操作
- 自動化程度低,不適合無人產線
可程式尾座(Programmable Tailstock)
尾座的心軸伸縮可寫入程式,由 M 指令控制伸縮、G 代碼控制移動位置,全程自動完成定位。
- 速度快、定位精準,可程式化控制
- 自動移動到位,是自動化產線首選
- 可配合 Bar Feeder 實現完全無人加工
- 造價較高,結構相對複雜
頂針(Center)規格解析
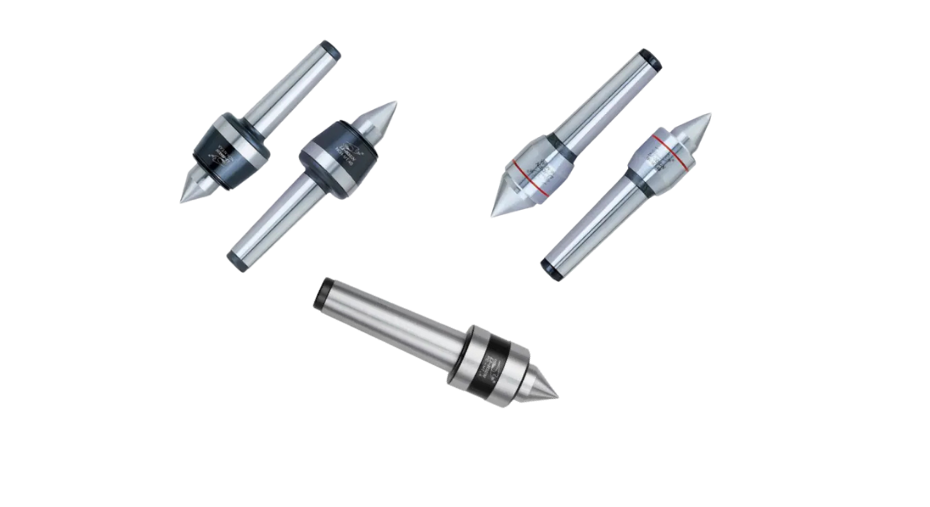
頂針是尾座前端直接接觸工件中心孔的關鍵元件。現代 CNC 車床幾乎清一色使用迴轉頂針(Live Center),選購時最重要的是確認莫氏錐度規格。
迴轉頂針(Live Center)的三大優勢:
-
適合高轉速前端尖頭內建精密軸承,頂針頭跟著工件一起旋轉,與工件中心孔之間無相對摩擦,不產生高熱,現代高速款可達 6,000 RPM 以上
-
耐用度高因為跟著工件轉,不磨損工件的中心孔,使用壽命遠比固定頂針(Dead Center)長
-
可承受大切削負荷內部軸承設計能承受較大的徑向切削力,適合重切削場景
莫氏錐度(Morse Taper)規格對照:
| 莫氏規格 | 適用機型 | 說明 |
|---|---|---|
| MT3 | 小型車床 | 適用於小型 CNC 車床或桌上型車床 |
| MT4 | 中型 CNC 車床 | 最常見規格,適用大多數標準臥式 CNC 車床 |
| MT5 | 重型車床 | 適用於大型重切削車床,錐柄更粗、夾持力更強 |
⚠️ 採購頂針前,務必確認自家機台尾座的內孔莫氏規格,規格不符無法安裝。